



















































Содержание
- 1 Виды поршневых пальцев в ДВС ВАЗ
- 2 Поршневой палец
- 3 Поршневые пальцы
- 4 О достоинствах плавающей посадки поршневого пальца
- 5 Большая Энциклопедия Нефти и Газа
- 6 Поршневые пальцы
- 7 Поршневая группа: поршневые пальцы
- 8 Поршневой палец
- 9 Палец поршневой ВАЗ 2108-099, ВАЗ 2110 (синий, зеленый, красный) Купить по цене 114 р
Виды поршневых пальцев в ДВС ВАЗ

Поршневой палец способен обеспечивать шарнирное соединение верхней головки шатуна и самого поршня. При условии работающего двигателя на поршневой палец воздействуют существенные переменные силы. Следственно, само изделие и отверстие под него сопрягаются с минимальным зазором, который обеспечивает смазку.
В двигателях ВАЗ реализованы 2 типа шарнирного соединения по схеме «поршень-палец-шатун». Так в моделях 2101, 21011, 2105, 2108, 21083 установка пальца происходит в верхней головке шатуна с достаточно плотной посадкой, которая исключит всякое вращение.
Если отверстие выполняется с расчетом на зазор, будет обеспеченно свободное вращение изделия.
Далее происходит отказ от данной схемы, и производитель переходит на схему, подразумевающую «плавающий» палец. Она реализована на поршнях 21213, 2110, 2112, 21124, 21126, 11194, 21128.
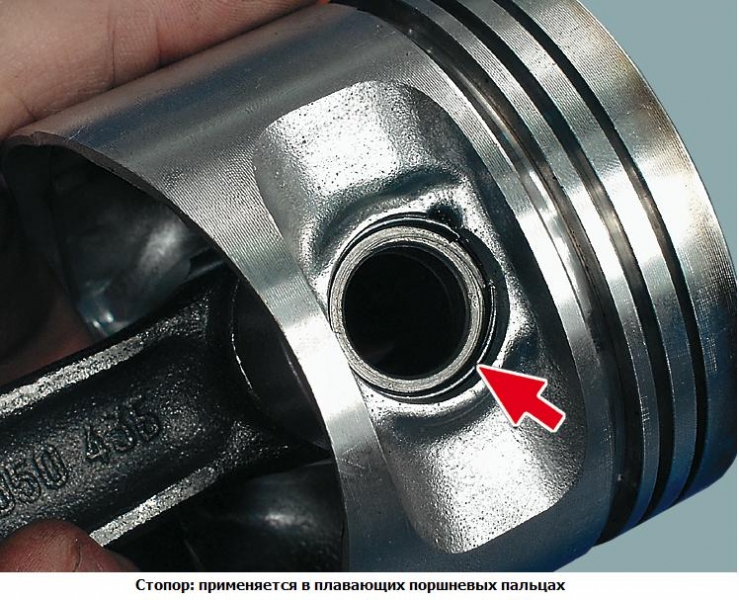
Здесь палец установлен с минимальным зазором, как в поршневом отверстии, так и в головке шатуна. Дабы исключить возможность смещения пальца по оси, в отверстиях под поршень и в нем самом установлены стопорные кольца.
В ходе своей работы палец может проворачиваться, чем обеспечивается равномерный износ поверхностей.
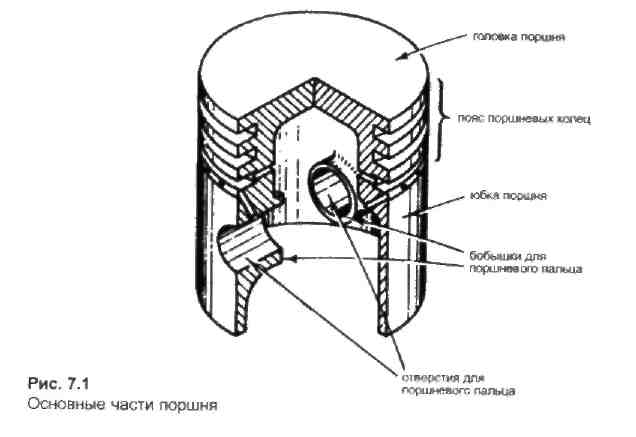
Для того чтобы обеспечить надежную смазку пальцев, в бобышках предусматриваются специализированные отверстия.
В результате замера отверстий для поршневого пальца изделиям присваивают категорию: 1, 2 или 3. Разница в замерах каждой последующей составляет 0,004мм. Категория обозначена номерным клеймом на днище изделия.
Дабы обеспечить нужный зазор по наружному диаметру поршневые пальцы так же делят на три класса, и отличие в них составляет те же 0,004 мм. Их маркировку производят на торце пальца посредством красок: синяя – 1й класс, зеленая – 2й, красная – 3й.
В хоте сборки к поршню 1й категории подбирают палец 1го класса и т.д.
Главная особенность работы шатунного механизма – это прижатие поршня к одной стороне цилиндра в результате достижения верхней мертвой точки и к другой стороне после ее прохождения.
Следовательно, при приближении к ВМТ на поршень будет действовать максимальная нагрузка, а значит, возрастет и сила давления на палец. Растущие силы трения не позволяют поршню поворачиваться на пальце.
В этой связи поворот нередко происходит скачкообразно, ударяясь о стенку цилиндра.
Дабы снизить шум и динамические нагрузки разработчики нередко применяют поршни, имеющие смещённое отверстие под палец. Ось отверстия в ходе работы смещается по горизонтальной плоскости относительно оси поршня.
При запущенном двигателе это влечет за собой возникновение момента силы, который способствует преодолению силы трения. Это конструктивное решение позволило добиться плавной смене точек контакта цилиндра и поршня.
В обязательном порядке данные изделия имеют метки, помогающие правильно ориентировать его при установке. Тем не менее, стук в цилиндре будет напрямую зависеть от износа юбки и цилиндров.
Выпускаются и поршни с вертикальным смещением оси пальца. Именно оно приводит к уменьшению компрессионной высоты.
Кроме того, для тюнинговой доработки двигателя применяют поршни с дополнительным смещением указанной оси отверстия вверх.
Основная характеристика данных поршней – величина смещения, обозначающая изменение положения отверстия под палец, относительно стандартных параметров изделия.
Поршневой палец
По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем.
Через поршневой палец передаются все силы, возникающие между поршнем и шатуном.
К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей.
Но, как отмечалось ранее, через поршневой палец передаются очень большие силы.
Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня.
Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления.
В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца.
На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам.
Так выглядит поршневой палец массового автомобиля
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие
2 – Зазор между пальцем и бобышкой поршня
3 – Шатун
4 – Поршень
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор.
Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры.
В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня.
В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня.
Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна.
В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка.
Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны.
При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом.
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Во время работы двигателя поршень и палец нагреваются, и из-за разности температурных коэффициентов расширения стального пальца и алюминиевого поршня зазор между этими деталями приобретает необходимое значение.
Этот рисунок дан больше для исторической информации, поскольку, в большинстве современных автомобильных двигателей применяются плавающие поршневые пальцы. А крепление фиксированного поршневого пальца осуществляется только за счёт тугой посадки в поршневой головке шатуна.
Правда в двигателях некоторых американских автомобилей поршневой палец в осевом направлении фиксируется при помощи специальных алюминиевых или бронзовых заглушек, вставляемых в отверстия бобышек поршня со стороны торцов поршневого пальца.
Подборка пальца по размерной группе
При ремонте двигателя, если предполагается повторная установка снятых деталей поршневой группы, необходимо проверить зазор между поршнем и поршневым пальцем.
Для этого, в двух направлениях, замерьте внутренний диаметр отверстия под поршневой палец. В двух направлениях, с обоих концов, замерьте наружный диаметр поршневого пальца и определите зазор в соединении.
Если вычисленный зазор не соответствует установленной технической норме, замените детали, имеющие недопустимый износ.
Измерение диаметра отверстия в бобышке поршня
Измерение наружного диаметра поршневого пальца
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке).
Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления.
Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках.
При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает.
А после того как шатун остынет, изменить положение пальца не получится.
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.
Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца
Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку.
Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке.
Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.
Поршневые пальцы

Поршневой палец служит для шарнирного соединения поршня с шатуном и является осью, относительно которой шатун совершает колебательное движение.
Поршневой палец работает в условиях знакопеременной нагрузки при четырехтактном процессе и в условиях близких к пульсирующей нагрузке в случае двухтактного процесса.
Кроме того, поршневой палец испытывает тепловую нагрузку вследствие передачи теплоты от головки поршня, выделения теплоты при трении поршневого пальца о головку шатуна и бобышки поршня. В результате этого создаются неблагоприятные условия для осуществления жидкостного трения.
Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Для обеспечения нормальных условий работы поршневого пальца его конструкция должна удовлетворять следующим требованиям: малая масса, минимальная деформация при работе, хорошая сопротивляемость ударной нагрузке, высокая износостойкость и прочность при переменной нагрузке.
Поршневой палец делают цилиндрической формы с отверстием внутри.
Конструкция поршневого пальца в основном зависит от типа сопряжения поршневого пальца с бобышками поршня и верхней головки шатуна.
По указанному признаку различают поршневые пальцы: 1) закрепленные в бобышках поршня и вращающиеся в головке шатуна; 2) закрепленные в головке шатуна и вращающиеся в бобышках поршня и 3) свободно вращающиеся как в головке шатуна, так и в бобышках поршня — плавающие пальцы.
В первом случае поршневой палец стопорится болтами, для которых в бобышках поршня имеются отверстия с резьбой, а на поверхности самого пальца — отверстия для его стопорения.
Недостатком такого крепления являются: выкрашивание резьбы стопорного болта, увеличение брака при термической обработке поршневого пальца из-за наличия в нем углубления, прогиба поршневого пальца из-за увеличения длины поверхности соприкосновения поршневого пальца с головкой шатуна (для уменьшения износа рабочих поверхностей). Поэтому этот тип крепления не применяется.
Во втором случае крепления поршневого пальца значительно сокращается длина головки шатуна, что ведет к уменьшению массы шатуна и расчетной длины поршневого пальца, а следовательно, и его прогиба.
Этот способ крепления поршневого пальца целесообразно применять при чугунных поршнях.
Если поршень пальца изготовлен из сплава, имеющего высокий коэффициент расширения,то вследствие того,что поршневой палец должен поворачиваться в бобышках даже холодного поршня, зазор в сопряжении поршневой палец — поршень при повышении температуры получается увеличенным.
Преимущественное распространение получили поршневые пальцы плавающего типа, так как они незначительно и равномерно изнашиваются по длине и по окружности и удобны при монтаже. Кроме того, в случае их применения уменьшается опасность заедания пальца.
Для предотвращения осевого перемещения поршневого пальца плавающего типа применяют различные способы фиксации. При фиксации поршневого пальца одним кольцом ослабляется его опасное сечение, поэтому предпочтительнее креплениепоршневого пальцадвумя кольцами в бобышках поршня.
В ряде двигателей в отверстия бобышек поршня устанавливаются заглушки 1 из листовой стали и пружинящие кольца 2.
В некоторых случаях фиксация поршневого пальца осуществляется пробками из алюминия или латуни, при этом несколько повышается жесткость кольца и улучшается отвод теплоты.
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Поршневые пальцы с коническими внутренними поверхностями имеют форму бруса равного сопротивления изгибу, вследствие чего уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу из-под маслосъемных поршневых колец через отверстия в бобышках поршня.
Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым кри-вошипно-шатунныммеханизмомиподаваемымкпоршневому пальцу через отверстия в головке шатуна, или маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.
О достоинствах плавающей посадки поршневого пальца

Семенченко И. Ю., Медведева М. С. О достоинствах плавающей посадки поршневого пальца // Молодой ученый. — 2016. — №29. — С. 133-136. — URL https://moluch.ru/archive/133/37442/ (дата обращения: 11.10.2018).
Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла.
Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла.
В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:
Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Тип двигателя двухтактный одноцилиндровый
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
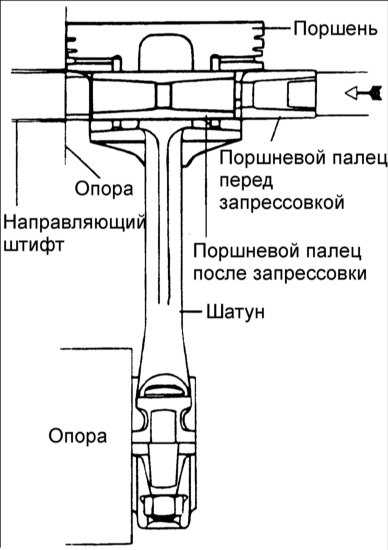
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:
Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
2) Палец установлен с зазором в бобышках поршня, но с натягом во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
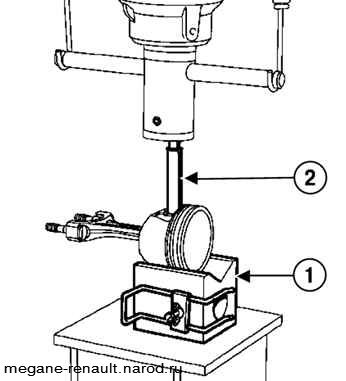
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Произведено измерение микрометром, штангенциркулем размеров и проведен анализ показателей качества собираемых деталей, который представлен в таблице 1.
Таблица 1
Анализ показателей качества деталей
Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Угол опережения выставлен 3,25 мм до ВМТ
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Таблица 2
Деталь
№измерения
Поле рассеяния размера
1
2
3
4
Палец
14,856мм
14,944мм
14,953мм
14,663мм
0,088мм
Втулка
15,102мм
15,354мм
15,283мм
15,424мм
0,322мм
Выводы: показатели точности превышают допустимые пределы, достаточно большое поле рассеяния размеров, что позволяет судить о неравномерном износе деталей.
Двигатель № 2 (плавающая посадка пальца)
При эксплуатации посторонний стуков не обнаружено. Произведено 4 измерения пальца, втулки и бобышек. Результаты показаны в таблице 3.
Таблица 3
Деталь
№измерения
Поле рассеяния размера
1
2
3
4
Палец
15,002
15,002
15,003
15,001
0,002
Втулка
15,01
15,012
15,011
15,01
0,002
Бобышки
15,025
15,025
15,024
15,025
0,001
Выводы: показатели точности находятся в пределах поля допуска, имеется незначительное поле рассеяния размеров.
Заключение
Таким образом, анализируя результаты эксперимента, выявили следующие достоинства плавающей посадки поршневого пальца, по сравнению с посадкой с натягом:
– Простота технологического процесса сборки
– Равномерный износ рабочей поверхности деталей
– Больший ресурс работы
Литература:
Основные термины (генерируются автоматически): бобышка поршня, палец, поршневой палец, втулка шатуна, верхняя головка шатуна, двигатель, втулка, плавающая посадка, общий вид, некачественная сборка.
Рис. 1. Общий вид силового агрегата. Двигатель Иж Планета 5 имеет следующие технические характеристики
Палец служит одновременно обоймой, по которой работают ролики подшипника нижней головки шатуна.
Расчетная модель для исследуемого двигателя типа ЧН13/14 (рис. 1) представляет собой сборку главного шатуна, поршневого пальца, прицепных пальцев, построенную в программном комплексе «SolidWorks».
Длина пальца —. Расстояние межде бобышками поршня —.
Сначала в системе трёхмерного твердотельного проектирования Siemens NX10 создается сборка: упрощенная модель поршня, поршневой палец и верхняя головка шатуна.
Вращающийся коленчатый вал разобьет гильзу, поршень и шатун также будут повреждены.
Наибольшая овальность гильзы происходит в верхнем поясе в зоне расположения верхнего поршневого кольца при положении поршня в верхней мертвой точке.
Эта суммарная сила, действующая на поршневой палец раскладывается на две составляющие: одна действует на тело (стержень) шатуна (Рш), а вторая перпендикулярно к стенке цилиндра N (нормальная сила) и прижимает поршень к стенке цилиндра (рисунок 1).
Рис. 1. Общий вид поршневого компрессора. Рис. 2.
Основные детали поршневого компрессора: 1 — поршень, 2 — шток, 3 — крейцкопф, 4,5 — башмаки крейцкопфа, 6 — палец, 7 — втулка крейцкопфа, 8 — кольцо крепления пальца, 9 — шпилька, 10 — шатун, 11…
О достоинствах плавающей посадки поршневого пальца. Моделирование напряженного состояния главного шатуна авиационного двигателя. Моделирование синхронного неявнополюсного дугостаторного двигателя (Z1 = 12)…
Верхнюю головку 7 шатуна и надевают на палец 4. Нижнюю же головку 8 шатуна соединяют с пальцем ползуна 9
Верхняя головка 7 шатуна 6 (рис. 1) свободно надевается на палец 4 кривошипа 1. Внутрь нижней головки 8 шатуна 6 свободно вкладывается палец ползуна 9.
Рис. 1. Общий вид силового агрегата. Двигатель Иж Планета 5 имеет следующие технические характеристики
Палец служит одновременно обоймой, по которой работают ролики подшипника нижней головки шатуна.
Расчетная модель для исследуемого двигателя типа ЧН13/14 (рис. 1) представляет собой сборку главного шатуна, поршневого пальца, прицепных пальцев, построенную в программном комплексе «SolidWorks».
Длина пальца —. Расстояние межде бобышками поршня —.
Сначала в системе трёхмерного твердотельного проектирования Siemens NX10 создается сборка: упрощенная модель поршня, поршневой палец и верхняя головка шатуна.
Вращающийся коленчатый вал разобьет гильзу, поршень и шатун также будут повреждены.
Наибольшая овальность гильзы происходит в верхнем поясе в зоне расположения верхнего поршневого кольца при положении поршня в верхней мертвой точке.
Эта суммарная сила, действующая на поршневой палец раскладывается на две составляющие: одна действует на тело (стержень) шатуна (Рш), а вторая перпендикулярно к стенке цилиндра N (нормальная сила) и прижимает поршень к стенке цилиндра (рисунок 1).
Рис. 1. Общий вид поршневого компрессора. Рис. 2.
Основные детали поршневого компрессора: 1 — поршень, 2 — шток, 3 — крейцкопф, 4,5 — башмаки крейцкопфа, 6 — палец, 7 — втулка крейцкопфа, 8 — кольцо крепления пальца, 9 — шпилька, 10 — шатун, 11…
О достоинствах плавающей посадки поршневого пальца. Моделирование напряженного состояния главного шатуна авиационного двигателя. Моделирование синхронного неявнополюсного дугостаторного двигателя (Z1 = 12)…
Верхнюю головку 7 шатуна и надевают на палец 4. Нижнюю же головку 8 шатуна соединяют с пальцем ползуна 9
Верхняя головка 7 шатуна 6 (рис. 1) свободно надевается на палец 4 кривошипа 1. Внутрь нижней головки 8 шатуна 6 свободно вкладывается палец ползуна 9.
Большая Энциклопедия Нефти и Газа
Cтраница 1
Крепление поршневого пальца в поршневой головке шатуна ( двигатели Остин, Даймлер и др.) позволяет увеличить длину бобышек поршня и уменьшить длину поршневой головки шатуна, что уменьшает расчетную длину и прогиб поршневого пальца и несколько снижает его износ. [2]
Плавающий поршневой палец. [3]
Крепление поршневого пальца в поршневой головке шатуна позволяет уменьшить ее длину и увеличить длину бобышек поршня, что уменьшает расчетную длину и прогиб / поршневого пальца и несколько снижает его износ. [4]
Конструкция верхней головки шатуна зависит от способакрепления поршневого пальца. При закреплении пальца в шатуне верхние головки имеют косой или прямой разрез, стягиваемый болтом. При плавающем пальце верхняя головка имеет запрессованную в нее бронзовую втулку с толщиной стенок 0 5 – 2 5 мм. [5]
Общее устройство компрессора КХ-1010. [6]
Поршневой палец прикреплен к верхней головке шатуна ( рис. 39) при помощи стопора, который частично входит в отверстие верхней головки. Такоекрепление поршневого пальца обеспечивает надежное соединение и бесшумность работы. [7]
Материал и твердость шатунов. [8]
Во всех рассматриваемых двигателях шатуны штампованы из углеродистой или легированной стали и термически обработаны. Конструкция верхней головки шатуна обусловливается способомкрепления поршневого пальца.
При плавающем типе в верхнюю головку запрессовывается бронзовая втулка. При креплении пальца в верхней головке шатуна последняя имеет стяжной болт.
Первый тип шатунов имеют все рассматриваемые двигатели, второй – двигатели ЗИС-5М. [9]
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы двигателя могут проворачиваться как в бобышках поршня, так и в поршневой головке шатуна.
Это обеспечивает уменьшение износа плавающего пальца и его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем придругих креплениях поршневого пальца.
[11]
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы могут проворачиваться как в бобышках поршня, так и в верхней головке шатуна. Это обеспечивает уменьшение износа плавающего пальца к его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем придругих креплениях поршневого пальца. [12]
Поршни ( рис. 186) отливают из чугуна или алюминиевых сплавов. В поршне различают днище 5, воспринимающее давление воздуха, головку 2 с канавками 4 для поршневых колец 3, бобышки 1 с отверстиями длякрепления поршневого пальца 9, нижнюю часть 8, которая служит для направления движения поршня и передачи бокового давления на стенки цилиндров. [13]
В поршне тронкового двигателя направляющей частью является его цилиндрическая часть ( юбка), или тронк. Поршни тронкового двигателя разделяют на цельные ( рис. 71, а, б) и составные ( рис. 71, в) – с отъемной головкой поршня и вставкой длякрепления поршневого пальца.
Тронковые поршни изготовляют как с принудительным охлаждением, так и без него. Обычно охлаждение масляное, иногда встречается водяное охлаждение.
Принудительное охлаждение применяют для поршней при мощности цилиндров 74 кВт и более, а также для поршней быстроходных двигателей с повышенным тепловым напряжением. [14]
По данным фирмы Studebaker, закрепление пальца в верхней головке шатуна обеспечивает более спокойную работу, чем плавающий палец или крепление пальца в бобышках поршня.
При такой установке поршневого пальца вследствие большего расстояния между его опорами значительно уменьшается боковой наклон ( опрокидывание) поршня при наличии зазоров в подшипниках поршневого пальца. Крепление поршневого пальца осуществляется с помощью клиновидного болта при сплошной верхней головке шатуна.
Такая конструкция обеспечивает более надежное крепление, чем распространенный способ крепления с помощью цилиндрического болта при разрезной верхней головке шатуна. [15]
Страницы: 1 2
Поршневые пальцы
Рекомендуется изготавливать пальцы из углеродистых или легированных цементируемых и азотируемых сталей, а также из высокоуглеродистых сталей с долей углерода до 0,65%, подвергаемых закалке ТВЧ (стали 20, 15Х, 20Х, 12ХНЗА и др ). Внешнюю поверхность пальца цементируют или азотируют, для снижения массы пальцы изготовляют пустотелыми
Поршневые пальцы, не закрепленные в бобышках и после нагревания поршня при работе двигателя способные вращаться, называют плавающими. Они равномерно изнашиваются и при нагревании не распирают поршень Однако зазор пальца в бобышках увеличивает суммарный зазор соединения поршень – шатун, что приводит к ускоренному изнашиванию деталей.
Рис. 74 Поршневые пальцы и способы их фиксации
Поэтому в крупных двигателях пальцы закрепляют в бобышках. В двигателях речного флота такие пальцы не встречаются.
Плавающий палец должен быть зафиксирован от смещения вдоль оси. Существует несколько способов фиксации пальцев в осевом направлении (рис. 74)
Очень распространен способ фиксации пальца 2 (рис.
74, а) пружинящими кольцами (их называют также кольцевыми шпонками, кольцами Зегера), вставляемыми в проточку бобышки поршня 1 Их поперечные сечения могут быть прямоугольной 3 и круглой 3 формы Часто используют способ фиксации пальца алюминиевыми заглушками 4 и 5 (рис, 74, б и в), вставляемыми в расточку пальца 2 (рис 74, б) или в расточку бобышки (рис 74, б) При работе двигателя заглушки скользят вдоль стенки втулки цилиндра и не позволяют пальцу сместиться. У заглушек, вставляемых в расточку пальца (см. рис. 74, 6), внешняя поверхность сферической формы. Их вставляют в бобышки поршня 1 вместе с пальцем 2. Если же заглушка 5 (см. рис. 74, в) вставлена в расточку бобышки, то ее внешняя поверхность обработана по диаметру цилиндра, а поворот предотвращает штифт 6. Чтобы под заглушкой не скапливалось масло, просверлен отводящий канал а. Отверстие б предназначено для ввертывания рыма при снятии заглушки.
Палец сматывается в бобышках маслом, вытекающим вдоль пальца из верхней головки шатуна, и маслом, снимаемым со стенки цилиндра. В некоторых двигателях (рис.
74, г, дизель Г70-5) в пальце 2 предусмотрены каналы а для принудительного подвода масла к трущейся поверхности бобышки 1 из верхней головки шатуна.
Поскольку в этом случае масло может попадать в большом количестве на стенку втулки цилиндра, палец фиксируют заглушкой 7 с уплотняющей прокладкой под ней. Заглушку крепят к поршню винтами.
Аналогичную герметизацию заглушек 8 (рис. 74, д), стягиваемых шпилькой 9 и опирающихся на бурты поршня 1, можно встретить в двигателях ДР30/50, однако цель герметизации здесь иная: предотвратить утечку продувочного воздуха через полость внутри пальца 2.
У алюминиевых поршней иногда для пальца 2 в бобышки вставляют бронзовое втулки 10 (см. рис. 74, в), более износостойкие. У составного поршня двигателя 10Д40 (см. рис. 70) втулка 11 изготовлена из стали и заплавлена свинцовистой бронзой. В этом двигателе палец от осевого смещения фиксирует внутренний поясок 12 тронка.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
Поршневая группа: поршневые пальцы
Поршневой палец служит осью в шарнирном соединении поршня с шатуном и воспринимает поэтому все передающиеся между ними силовые нагрузки.
В четырехтактных двигателях силовые нагрузки на поршневой палец резко изменяются как по величине, так и по направлению, а в двухтактных — только по величине.
Однако в обоих случаях поршневые пальцы испытывают ударный характер нагрузки и работают в условиях ограниченной смазки.
В кривошипном механизме быстроходных автомобильных двигателей поршневые пальцы желательно иметь возможно меньшего веса, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями.
Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения.
Поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять воздействию ударных нагрузок при общем ограниченном весе.
Чтобы удовлетворить эти жесткие требования, поршневые пальцы изготовляют в виде полого стального цилиндра с небольшой толщиной стенок (рис.) и подвергают их соответствующей термической и тщательной механической обработке.
Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют, например, хромистые—15Х, 40Х и другие легированные качественные стали. Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т.
е науглероживают поверхностный их слой, и подвергают закаливанию; из среднеуглеродистых сталей пальцы закаливают, нагревая поверхностный слой их токами высокой частоты. Толщина закаленного слоя обычно составляет 1—1,5 мм, а твердость HRC 55—60 (шкала С по Роквеллу).
После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость.
Пальцы тщательно шлифуют и полируют с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений.
Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня. По способу фиксации пальцев они подразделяются на плавающие и закрепленные.
Закрепленными считаются пальцы, неподвижно зафиксированные в головке шатуна или в бобышках поршня В головке шатуна палец закрепляют с помощью стяжного болта устанавливаемого в разрезную головку (см. рис. б). Палец сохраняет в этом случае угловое перемещение только в бобышках.
Чугунные поршни при таком креплении пальцев снабжают бронзовыми втулками, уменьшающими потери на трение и предотвращающими возможные задиры трущихся поверхностей.
Крепление пальца в бобышках поршня осуществляется с помощью стопорного болта, который на резьбе заворачивается в бобышку и проходит через сделанное для этой цели отверстие в стенке пальца (см. рис. в). Поэтому угловое перемещение пальца сохраняется только в головке шатуна с запрессованной в нее в качестве подшипника бронзовой втулкой.
При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы. Плавающие пальцы фиксируются только от осевого смещения, как показано на рис. а и г.
В процессе работы они могут свободно поворачиваться как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов он подбирается с тугой посадкой.
Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев. Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются.
Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60—80°С путем погружения в горячую жидкость, например в нейтральное масло.
Плавающие поршневые пальцы получили наибольшее распространение в автомобильных, тракторных и других быстроходных двигателях. Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (см. рис.
а) и реже для этой цели используют грибки из мягкого металла (см. рис. г). Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец.
Глубина проточек под стопорные кольца выбирается так, что последние примерно наполовину выступают из них и надежно фиксируют палец от осевых перемещений. Кольца вынимаются из канавок с помощью отогнутых внутрь концов или имеющихся у них отверстий (см. рис. а).
Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца и при осевом перемещении его соприкасаются с зеркалом цилиндра, но не разрушают стенок.
Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими в этом случае возможное перетекание газов между впускными и выпускными окнами. На двухтактных дизелях ЯМЗ пальцы с торцов закрываются стальными заглушками. От осевого перемещения пальцы в этих двигателях фиксируются стопорными кольцами, показанными на рис. д.
Источник: Райков И.Я., Рытвинский Г.Н. Двигатели внутреннего сгорания, 1971 г.
Поршневой палец

Поршневой палец в тронковом дизеле служит для соединения поршня с шатуном. Его изготавливают сплошным или полым из малоуглеродистых или легированных сталей. Поверхность пальца цементируют, закаливают, шлифуют и полируют.
Палец воспринимает силу давления газов на поршень и передает её шатуну. В процессе работы он воспринимает нагрузки переменного характера. Так, в четырёхтактных дизелях палец работает при знакопеременной нагрузке, а в двухтактных — при переменной по величине нагрузки. Давление газов вызывает напряжения изгиба, среза и деформации в средней, наиболее нагруженной части пальца.
В современных дизелях применяют «плавающий» палец, который в бобышках поршня не крепится и может поворачиваться вокруг своей оси. При такой конструкции крепления палец изнашивается равномерно. Перемещение «плавающего» пальца вдоль оси ограничивают стопорные кольца, которые вставляют в канавки, выфрезерованные в бобышках поршня, или бронзовыми (алюминиевыми) вставками-пробками.
Характерные дефекты поршневого пальца — повышенное изнашивание, риски, задиры и натиры на рабочей поверхности, трещины и выкрашивание цементированного слоя, наклёп на поверхности пальца в районе бобышек поршня.
Величину износа пальца поршня определяют его измерением в четырёх поперечных сечениях, из которых два сечения — в районе втулки подшипника верхней головки шатуна и по одному сечению — в районе бобышек поршня и в двух взаимно перпендикулярных плоскостях — вертикальной и горизонтальной.
Схема измерения поршневого пальца:
1 — поршневой палец; 2 — подшипник верхней головки шатуна; 3 — шатун; 4 — поршень; 5 — стопорное кольцо.
Поперечные сечения пальца в районе втулки подшипника располагаются на расстоянии 0,4L, от середины пальца, где L — длина опорной части пальца между бобышками поршня.
Опорную часть пальца в районе бобышек измеряют на расстоянии 0,5L — длины части пальца, расположенной в бобышке. По результатам измерений определяют наибольший износ пальца на овальность и конусообразность. Овальность — разность диаметров в одном сечении:
Конусообразность — разность диаметров в одной плоскости:
Предельно допустимые износы поршневых пальцев серийных дизелей приведены в таблице:
Величины предельно допустимых износов поршневых пальцев серийных дизелей, мм
Если в технических условиях на ремонт не указана величина предельно допустимого износа пальца поршня, то его можно рассчитать по выражению:
Для выявления трещин применяют магнитный метод. Он заключается в том, что намагниченный палец опускают в ванну с керосином, в котором находится металлический порошок (железная окалина). Трещины и риски являются концентратором магнитных силовых линий, где образуются плотные скопления порошка. По этим скоплениям определяют форму и размеры дефектов.
Пальцы с трещинами не ремонтируют. Изношенные пальцы восстанавливают хромированием с последующим шлифованием.
Пример определения износа пальца по результатам измерений приведён в таблице:
Пример измерения поршневого пальца дизеля 2417, 5/24 диаметром 70, мм
Анализ результатов измерений показывает, что палец в цилиндре 2 имеет наибольшую овальность в районе бобышек (0,05 мм), что не превышает предельно допустимой величины, износ пальца в районе втулки подшипника цилиндра 1 превышает предельно допустимую величину (0,04 мм), поэтому он подлежит замене.
Для демонтажа поршневого пальца поршень необходимо нагреть в масле или другим способом до температуры 100 С, выше нагревать запрещается.
Палец поршневой ВАЗ 2108-099, ВАЗ 2110 (синий, зеленый, красный) Купить по цене 114 р

Уважаемые покупатели, во избежание ошибок при отправке комплекта поршневых пальцев, в строке “Комментарий” указывайте модель и год выпуска вашего автомобиля, класс поршневого пальца (синий цвет – 1-й класс, зеленый цвет – 2-й класс, красный цвет – 3-й класс).
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа – шатун, поршень с кольцами, вкладыши скольшения шатунные или коренные является наиболее важной составляющей в двигателе. При несоответсствующем техническом сотоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна. Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых). В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
По диаметру поршневые пальцы делятся на три класса через 0,004 мм.
Класс поршневого пальца маркируется краской на его торце:
синий цвет – 1-й класс
зеленый цвет – 2-й класс
красный цвет – 3-й класс
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы.
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083.
В конструкции поршня ВАЗ 2110 и в конструкции всех последующих моделей, применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами.
Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец.
Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 2110, 2112, 21124.
По геометрическим параметрам, нет отличий между поршнями моделей ВАЗ 21083 и ВАЗ 2110.
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории.
По диаметру отверстия под поршневой палец, поршни также делятся на три класса через 0,004 мм.
Класс отверстия под поршневой палец
1
2
3
Диаметр отверстия под поршневой палец(мм)
21,982-21,986
21,986-21,990
21,990-21,994
Признаки неисправности шатунно – поршневой группы:
– повысился расход бензина;
– ниже 10 кгс/см2 стала компрессия двигателя;
– увеличился расход масла. За 1000 километров пробега уровень масла уменьшился от максимальной отметки до минимальной;
– изменился цвет выхлопных газов до сизого оттенка.
Другие артикулы товара и его аналогов в каталогах: 21100100402000, 21100100402001, 21100100402002.
ВАЗ 2108, ВАЗ 2109-099, ВАЗ 2110 – 2111, ВАЗ 2112, ВАЗ 1117 – 1119, ВАЗ 2113-2115.
Любая поломка – это не конец света, а вполне решаемая проблема !
С интернет – Магазином AvtoAzbuka затраты на ремонт будут минимальными.
Просто СРАВНИ и УБЕДИСЬ !!!
Не забудьте поделиться со своими друзьями и знакомыми найденной информацией, т. к. она им тоже может понадобится — просто нажмите одну из кнопок социальных сетей, расположенных выше.
