





















































Содержание
- 1 Клапан ДВС
- 2 Справочная и техническая информация о деталях двигателей
- 3 Впускные и выпускные клапаны автомобиля, конструкция и материалы
- 4 Клапан впускной и клапан выпускной двигателя СМД
- 5 Клапаны и их приводы в судовых двигателях
- 6 клапан выпускной двигателя внутреннего сгорания, способ его изготовления и жаропрочный сплав для него
Клапан ДВС

Большое разнообразие материалов из которых изготавливают клапаны двс может поставить перед сложным выбором.
В этой статье пойдет речь о технологиях производства клапана в каких случаях использовать те или иные клапаны, их достоинства и недостатки, облегчение и проточка «тюльпана», а также поговорим о защищающих покрытиях и методах их нанесения. Эта информация предоставлена, чтобы помочь Вам сделать обоснованное решение при модернизации клапанного механизма.
1.Технологии производства клапанов
При изготовлении выпускных клапанов особое внимание уделяется методам изготовления и материалам способным длительно выдерживать высокую температуру и при этом сохранять прочность. К впускным требования не столь жесткие так как они имеют дополнительное охлаждение свежей топливовоздушной смесью.
Необходимым свойствам соответствуют многие сплавы при соблюдении определенных технологиях, но всегда приходится чем-то жертвовать к тому же вес детали получается большим. Проводится много исследований и выявление новых материалов не стоит на месте.
Множество запатентованных технологий еще не нашли своего применения на практике.
Все то множество технологий и их недостатки я описывать подробно не буду, поверхностно пройдемся по основным. Как делается тарелка клапана:
Торцевая раскатка- раскалённый стержень клапана выступает из матрицы и вращающийся под углом к оси матрицы пауссон раскатывает по кругу стержень, который постепенно подается в матрицу до придания необходимой формы. Создается направленная микроструктура метала, параллельная профилю тарелки клапана, что увеличивает прочность.
1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
В следующем методе заготовку подают в матрицу и похожим образом раскатывают тарелку клапана, при этом еще выдавливается ножка в отверстие что тоже дает направленную микроструктуру, подобную волокнам древесины. Существует еще несколько методов имеющих сходство с описанным.
Клапан изготавливают из стали марок: 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, титановых сплавов ПТ-3В, ВТ3, ВТ-14, ВТ6, с намного низкой температурной стойкостью (только впускные клапаны) ВТ18У и ВТ25У и других сплавов.
Клапаны из сплавов на основе интерметаллида TiAl имеют сравнимо низкую плотность металла, соответственно и меньший вес с большей твердостью и жаропрочностью даже в сравнении с привычными сплавами на основе титана.
Но возникают трудности при изготовлении по привычным технологиям, позволяющим добавить прочность, из-за низкой пластичности.
В таком случае изготавливают методом литья, но в этом случае, в структуре металла образуется пористость, которая удаляется только высокотемпературным газоизостатированием, очень дорогая процедура, составляющая себестоимость клапана.
Широко применяется комбинированная система, когда стержень выполняется из низколегированных сплавов с большей твердостью, а тарелка из жаропрочных. Готовые детали в последствии свариваются различными методами или напрессовываются, конструкция считается не очень надежной.
Другой вариант изготовления, стержень и торец клапана изготавливаются из одного сплава, в последствии деформационной и термо обработки создаются разные микроструктуры метала, в головке обеспечиваются высокая твердость и сопротивление ползучести в тарелке высокая термостойкость. Опять же технологии изготовления очень дорогостоящие. Не стану описывать остальные методы, имеющие по 3-4 переходных зоны по микроструктуре и технологию отжига, все они принципиально схожи с выше описанным.
Горячая штамповка в торец- раскалённый стержень просто вдавливается в матрицу в которой метал распределяется как попало с нарушением микроструктуры, самый простой и бюджетный способ, не имеющий необходимой прочности.
2. Виды клапанов
Широко распространены всего два вида тарельчатых клапанов «Тюльпан» и «Т-образный».
Стоит разобраться в недостатках и преимуществах чтобы сделать свой выбор. И так самый распространенный это тюльпан, имеет большой запас прочности обтекаемую форму, часто большой вес.
Т- образный предназначен в большей степени для тюнингованного мотора работящего преимущественно на высоких оборотах.
Имеет минимальный радиус перехода от ножки к тарелке, небольшой вес в следствии чего уменьшается нагрузка на газораспределительный механизм продлевая срок службы, сдвигает порог зависания клапана что позволяет использовать стандартные клапанные пружины, не прибегая к усиленным, отбирающих свою долю мощности, меньший износ направляющих втулок, лучшая продувка. О надежности поговорим чуть ниже.
3. Облегчение клапана типа «Тюльпан»
Из экономических соображений многие стремятся самостоятельно облегчить клапаны, покупка новых Т- образных выливается в кругленькую сумму, обычно это клапаны на основе титана, имеющие небольшой вес минимальную металлоёмкость и лучшие характеристики прочности и жаростойкости, однако в виду трудоемкого производства таких деталей себестоимость очень высока.
Выше я уже говорил, что Тюльпан изначально имеет большой запас прочности и есть возможность его облегчить ценой надежности, неоправданного риска попасть на очередную капиталку.
Мало кого этот факт останавливает и начинаются поиски тех кто уже опробовал и сделать именно также, соблюдая размеры оппонента.
В сети по этой теме можно найти много положительного опыта, реже попадаются печальный исход доработки.
А теперь давайте разберемся почему это происходит. В начале я описывал технологии производства клапанов и материалов.
Если вы читали внимательно, то уже поняли, что большое значение имеет технология производства и созданная микроструктура в металле пусть хоть в результате термообработки или метода штамповки.
Во время облегчения клапана механически удалятся часть металла в поверхностных слоях которого была заключена основная прочность всей детали. Термонагруженность тарелки возрастает вследствие чего материал клапана не способен выдерживать нагрузку и поддается деформации.
Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.
Однако не всегда так случается и судя по опыту немногих, облегченные клапаны ходят по 100тыс и продолжают исправно работать. Если вы все же решились на облегчение, задумайтесь об охлаждении тарелки, в этом поможет замена седел клапанов на бронзовые.
Именно через седла отводится большая часть температуры. Об этом я уже писал в теме Седло клапана.
Не допускайте острых краев и тонких кромок на тарелке, эти места будут чрезвычайно перегреты повысится вероятность детонации и приведет к прогару и разрушению клапана. Совершенно нет необходимости в фасках, сделайте плавный переход и скруглите кромку тарелки.
Не забудьте притереть клапан к седлу, желательно не алмазными пастами. Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Предпочтение стоит отдавать конечно заводским Т- образным клапанам, не оставляя без внимания бренд, их надежность не заставит вас сомневаться. Не думайте опробовать производство из Китая даже если это титан.
4. Защищающие покрытия, методы нанесения
Распространение получили три метода нанесения покрытия на металлы плазменно-порошковая наплавка, лазерное легирование, наплавка токами высокой частоты.
Нанесенное покрытие совершенно другого металла на выпускной клапан расширяет защитные свойства детали, возможность противостоять агрессивной среде. Это позволяет выполнять клапан из более подходящих материалов по термостойкости и прочности, не прибегая к поиску золотой середины.
Таким получаем прочный и легкий клапан, не способный противостоять окислению и износу, но применение тонкого слоя специального покрытия решит эту проблему.
Выхлопные газы высокой температуры наносят большой вред клапану, возникает газовая коррозия парами воды, окисление кислородом, оксидом углерода, оксидом серы, которые образуются в результате горения. Механическое воздействие расклепывает рабочую фаску увеличивается ее размер, нарушается герметичность, что приводит к прорыву раскалённых газов в щель и большему прогару.
Далее расскажу о методах нанесения покрытия, ознакомимся с каждым из них подробнее.
Плазменно-порошковая наплавка-
наиболее универсальный метод, подается гранулированный металлический порошок вместе с газом в плазмотрон. Такой метод позволяет наносить качественное покрытие толщеной 0.5-5.
0мм, растворимость металла детали в наплавленном слое всего 5%, возможное отклонение от номинала толщены- 0.
5мм, минимальная окисляемость наплавляемого слоя за счет подаваемого в плазмотрон газа, минимальная зона термического влияния.
Лазерное легирование-
на деталь воздействует луч лазера разогревая поверхность чуть больше температуры плавления основы. Температура регулируется мощностью лазера и диаметром луча.
В результате происходит активное перемешивание легирующего металла размещенного на поверхности основы с металлом детали на глубину примерно 1-2 мм.
Такой метод позволяет наносить покрытия стеллита, вольфрамохромокобальтового сплава. Растворимость основного металла в покрытии 5-10%.
Наплавка токами высокой частоты-
На тарелку клапана устанавливается кольцо из наплавляемого металла, между клапаном и кольцом находится порошковый флюс или газовая среда (аргон, азот) под действие тока высокой частоты разогревается кольцо и подогревается тарелка клапана до температуры диффузии металлов, место нанесения покрытия охлаждается водой с другой стороны клапана, таким образом происходит намораживание наплавляемого слоя, при этом клапан вращается для обеспечения равномерности нагрева. Таким образом наносят самофлюсующиеся сплавы ЭП616, ЭП616А, ЭП616Б, ЭП616В значительно дешевле кобальтовых стеллитов и имеют достаточную твердость и стойкость к коррозии. Растворимость основного металла в слое покрытия 20-30%.
Тарелка титанового клапана с покрытием нитрид хрома (CrN)
Пример с покрытием из нитрида титана, обеспечивает высокую твердость.
Противостоит отложению нагара и окислению.
Справочная и техническая информация о деталях двигателей
Справочная и техническая информация о деталях двигателейразвернутьсвернуть
Мощность двигателя, при прочих равных условиях, прямо пропорциональна количеству горючей смеси или воздуха и топлива, поступающего в его цилиндры через впускные клапаны и качества очищения цилиндра от отработанных газов через выпускные клапаны. Для улучшения наполнения двигателя диаметр впускного клапана выполняется обычно большим, чем выпускного. Так как при выпуске скорость потока отработанной смеси выше, чем свежей впускной, за счет выталкивания отработанных газов поршнем на такте выпуска. При много клапанной системе, например у двигателя AUDI ADR, диаметр выпускной тарелки клапана больше чем у впускных, но устанавливается 3 впускных клапана и 2 выпускных, таким образом, общая площадь впускных клапанов все равно больше. Уменьшение диаметра выпускных клапанов позволяет снизить их температуру и уменьшить величину движущихся масс, приходящихся на один клапан.
Таким образом, величина впускного отверстия определяется диаметром впускного клапана. Диаметр впускного клапана ограничивается возможностями размещения его в головке блока, а высота подъема клапана – силами инерции клапанного механизма, которые не должны быть излишне большими во избежание установки слишком сильных клапанных пружин и вызванного этим слишком большого износа кулачков.
Основными элементами клапана являются головка (тарелка) и стержень (шток). С целью уменьшения гидравлических потерь на впуске и выпуске переход от головки клапана к стержню делается, возможно, более плавным.
Клапаны, особенно выпускные, работают высокой тепловой напряженности, температура тарелки впускного клапана достигает при полной нагрузке двигателя 350-500ºС, а выпускного 700-900ºС. Столь высокая тепловая напряженность выпускных клапанов обусловливается главным образом их очень сильным нагревом во время процесса выпуска.
Клапаны подвергаются так же коррозирующему действию газов. Материал клапанов вследствие этого должен обладать стойкостью против коррозии и хорошо сопротивляться износу, поскольку условия смазки клапана не удовлетворительны.
Для повышения износостойкости и продления срока службы клапаны проходят дополнительную обработку, путем наваривания специального сплава (стеллита) на рабочую фаску клапана. Для улучшения антифрикционных свойств и повышения износостойкости стержня клапана его часто азотируют или хромируют.
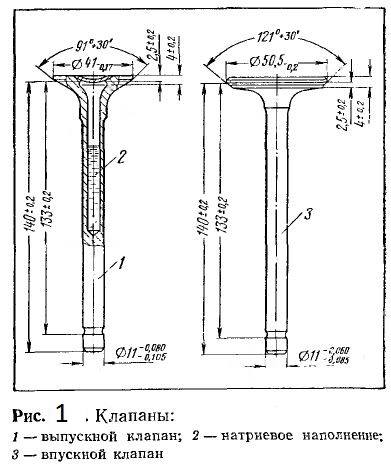
Выпускные клапаны форсированных двигателей иногда выполняют полыми. Заполняющее на 50-60% полость клапана легкоплавкое вещество (натрий или специальные соли) во время работы двигателя плавится и энергично взбалтывается, что обеспечивает лучший отвод тепла от головки к стержню клапана и тем самым устраняет его перегрев.
Таким образом можно понизить температуру тарелки клапана на 80 –150 °C. Для уменьшения массы, в современном моторостроении находят применение полые, незаполненные впускные клапаны. Полые выпускные клапаны применяются преимущественно с целью понижения температуры в особо опасной области галтели (закруглённого перехода).
Впускные и выпускные клапаны разделяются на :
- Цельнометаллический (монометаллический) клапан. Эти клапаны производятся только из одного материала. При этом выбирается такой материал, который подходит к предъявляемым требованиям, это высокая теплостойкость и антифрикционные свойства.
- Биметаллический клапан. Биметаллические клапаны это соединение двух металлов: материала тарелки клапана с высокой теплостойкостью и материала штока клапана, который закалён со стороны конца стержня клапана, и при этом обладающего высокими антифрикционными свойствами для скольжения внутри направляющей втулки клапана. Соединение этих двух материалов выполняется при помощи сварки трением.
Клапан с наполнителем
Биметаллический клапан
Впускные и выпускные клапаны автомобиля, конструкция и материалы
Впускные и выпускные клапаны автомобильных двигателей имеют тарельчатую форму. Клапан открывается под действием клапанного механизма, управляемого эксцентриковым кулачком. Работа кулачка синхронизирована с положением поршня и периодом вращения коленчатого вала.
В связи с этим они изготавливаются из более стойких материалов, чем впускные клапаны, и соответственно стоят дороже.
Направляющая втулка клапана расположена соосно с седлом клапана, так чтобы между рабочей фаской клапана и седлом обеспечивался герметичный газонепроницаемый контакт. Рабочая фаска клапана и седло скошены под углом 30° или 45°. Это номинальные значения угла фаски.
Фактические значения могут на один-два градуса отличаться от номинальных. Клапаны и седла клапанов, используемые в большинстве двигателей, имеют номинальный угол фаски, равный 45°. Клапан прижимается к седлу под действием пружины.
Пружина удерживается на стержне клапана (некоторые автомеханики называют его штоком клапана) опорной тарелкой пружины, которая, в свою очередь, контрится на стержне клапана замком (сухариками). Для демонтажа клапана необходимо сжать пружину и снять сухарики.
После этого можно снять пружину, манжету, и вынуть клапан из головки.
Всесторонние испытания показали, что между различными геометрическими параметрами клапанов существуют оптимальные соотношения. В двигателях с цилиндрами внутренним диаметром от 3 до 8 дюймов (от 80 до 200 мм) для впускного клапана оптимальным будет диаметр головки, составляющий приблизительно 45% внутреннего диаметра цилиндра.
Оптимальный диаметр головки выпускного клапана составляет примерно 38% внутреннего диаметра цилиндра. Впускной клапан должен быть больше по размеру, чем выпускной, чтобы пропускать ту же массу газа. Больший по размеру впускной клапан управляет низкоскоростным потоком разреженного газа. В то же время выпускной клапан управляет высокоскоростным потоком сжатого газа.
С таким потоком в состоянии справиться клапан меньшего размера. Вследствие этого диаметр головки выпускного клапана составляет примерно 85% диаметра головки впускного клапана. Для нормального функционирования диаметр головки клапана должен составлять приблизительно 115% диаметра клапанного окна. Клапан должен быть достаточно большим, чтобы перекрывать окно.
Высота подъема клапана над седлом составляет примерно 25% диаметра головки.
Конструкции клапанов автомобиля
Головки клапанов авто (автомеханики часто называют их тарелками) могут иметь различную конструкцию, они могут быть как жесткими так и эластичными. Жесткая головка обладает высокой прочностью, сохраняет форму и обладает высокой теплопроводностью.
Она также отличается более высокой износоустойчивостью. Эластичная головка, в свою очередь, способна приспосабливаться к форме седла.
Поэтому эластичный клапан надежно запечатывает окно, но перегревается, а изгибы при посадке в седло, когда клапан адаптируется к его форме, могут привести к его разрушению. В конструкции клапанов широко используется головка, над лицевой поверхностью которой выступает небольшая шляпка.
Такой клапан обладает достаточно небольшим весом, высокой прочностью и теплопередачей и чуть более высокой ценой. Эластичные головки чаще встречаются у впускных клапанов, а жесткие — у выпускных.
Попадание холодного воздуха на горячие выпускные клапаны сразу после остановки двигателя может привести к серьезным повреждениям клапанов. В двигателях оснащенных выпускными коллекторными головками и/или прямоточными глушителями, холодному воздуху открыт прямой доступ к выпускным клапанам.
Резкое охлаждение может вызвать коробление и/или образование трещин в клапане. В холодную ветреную погоду, когда ветер вдувает холодный наружный воздух прямо в систему выпуска отработавших газов, такие условия — не редкость.
Противоточные глушители с длинными выхлопными трубами и каталитическим нейтрализатором отработавших газов снижают опасность возникновения такой ситуации.
Материалы из которых изготавливаются клапаны
Сплавы, материалы из которых изготавливаются выпускные клапаны автомобиля, состоят главным образом из хрома, обеспечивающего высокую жаростойкость, с небольшими добавками никеля, марганца и азотных соединений. Если требуется придать клапану особые характеристики, то он подвергается термообработке.
Если конструкция клапана из однородного материала не может обеспечить необходимую прочность и жаростойкость, то его изготавливают сварным — из двух различных материалов. После обработки место соединения частей клапана невозможно различить.
Головки клапанов изготавливаются из специальных сплавов, обладающих жаростойкостью, прочностью, коррозионной стойкостью, стойкостью к воздействию окиси свинца и высокой твердостью. Головки привариваются к стержням, изготовленным из материалов, обладающих высокой износостойкостью.
В клапанах, предназначенных для работы в особо тяжелых условиях, на рабочую фаску головки и верхушку стержня впускного клапана автомобиля направляются твердосплавные материалы типа стеллита. Стеллит представляет собой сплав никеля, хрома и вольфрама и является немагнитным материалом.
В тех случаях, когда необходимо повысить коррозионную стойкость, клапан алитируется. Алитирование рабочей фаски снижает ее износ при использовании неэтилированного бензина. На поверхности клапана формируется пленка окиси алюминия, предотвращающая приваривание стальной фаски клапана к чугунному седлу.
Клапаны с полым стержнем и деформацией седла
В некоторых типах особо мощных двигателей используются выпускные клапаны с полым стержнем, заполненным металлическим натрием. Натрий при нагреве клапана до рабочей температуры расплавляется, превращаясь в жидкость.
Этот расплав плещется в канале стержня и отводит тепло от головки клапана в стержень. Далее тепло передается через направляющую втулку клапана и поглощается системой охлаждения.
Монолитная конструкция впускного и выпускного клапана при правильном выборе материалов обеспечивает, как правило, хорошие эксплуатационные характеристики автомобильных двигателей.
Клапан прижимается к седлу рабочей фаской, герметично закрывая камеру сгорания. Седло обычно формируется как элемент конструкции в отливке чугунной головки блока цилиндров — такое седло называется встроенным седлом.
Седла обычно подвергаются индукционной закалке, чтобы можно было использовать неэтилированный бензин. Это обеспечивает замедление износа седел в процессе эксплуатации двигателя. В процессе износа седла клапан все глубже садится в него — утапливается.
В тех случаях, когда коррозионная стойкость и износостойкость должны быть особенно высокими, всегда используются вставные седла. В алюминиевых головках седла и направляющие втулки клапанов — только вставные.
Необходимо отметить, что в алюминиевых головках рабочая температура седел выпускных клапанов на 180°Ф (100°С) ниже, чем в чугунных. Вставные седла используются в качестве спасительной меры при восстановлении сильно поврежденных встроенных седел клапанов.
Деформация седла является основной причиной преждевременного выхода из строя клапанов. Деформация седла клапана может быть обратимой — как результат воздействия высокой температуры и давления, или необратимой — как результат действия внутренних механических напряжений. Механическое напряжение — это сила, действующая на тело, которая стремится изменить его форму.
Клапан впускной и клапан выпускной двигателя СМД
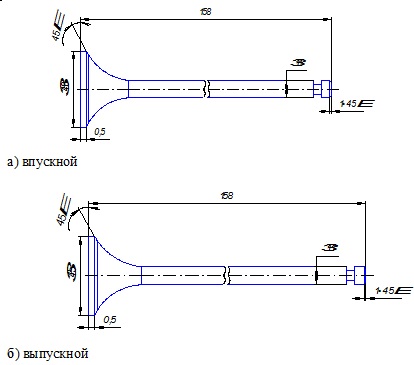
Впускные клапаны двигателей СМД-14 (деталь № СМД14-0604, рис. 61,а) и двигателей СМД-7 (деталь № СМД 1-0604, рис. 61,б) изготавливают из стали 40ХН; твердость тарелки клапана и стержня НВ 269?311.
Торец клапана подвергают закалке и отпуску до твердости не менее НRС 40 на глубину не более 4 мм с постепенным снижением твердости закаленного слоя до твердости остальной части стержня.
Выпускные клапаны двигателей СМД-14 (деталь № СМД14-0607, рис. 62,а) и двигателей СМД-7 (деталь № СМД7-0607, рис. 62,б) работают в условиях высоких температур и корродирующего действия горячих газов, поэтому их изготовляют сварными: тарелку — из жаростойкой стали Х9С2, а стержень — из стали 40ХН.
Твердость термически обработанного клапана НВ 269—311.
Дефекты, при которых клапаны подлежат восстановлению:
1. износ рабочей фаски. Высота цилиндрической кромки должна быть не менее 0,5 мм;
2. износ торца стержня до длины не менее 156,5 мм;
3. износ поверхности стержня до диаметра не менее 10,69 мм у впускного и 10,64 у выпускного;
4. изгиб стержня не более 0,05 мм на длице 100 мм;
5. износ поверхности выточки под сухарики.
Клапаны двигателей СМД выбраковывают при:
1) диаметре стержня клапана менее 10,69 мм у впускного и 10,64 мм у выпускного клапанов;
2) высоте цилиндрического пояска тарелки менее 0,5 мм;
3) подгорании тарелок клапанов;
4) изгибе стержня более 0,05 мм;
5) наличии усталостных трещин.
Восстановление рабочей фаски клапана
Восстановление рабочей фаски клапана производят шлифованием поверхности фаски до выведения следов износа на станке ОПР-723 (СШК-3) шлифовальным кругом ПВ 100?25?20, ЭБ-25-40 С1-С2К.
Коническая поверхность фаски должна быть чистой, без задиров, черновин, рисок и граненности.
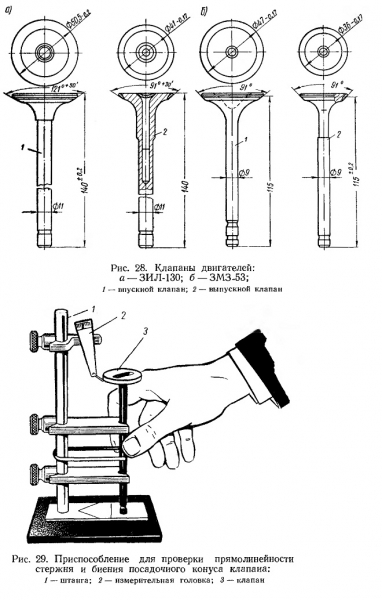
Биение фаски относительно образующей стержня не должно превышать 0,05 мм, что проверяется на специальном приспособлении при помощи индикатора часового типа пределом измерения 0—10 мм.
Восстановление торца стержня клапана
Восстановление торца стержня клапана производят шлифованием поверхности торца до выведения следов износа на станке ОПР-723 (СШК-3). Шлифование ведут с обильным охлаждением содовым раствором, чтобы не допустить отпуска закаленной части торца стержня. После шлифования на торце снимают фаску 1 ±0,5?45°.
Чистота поверхности торца стержня должна соответствовать 8-ну классу. Наличие рисок и следов износа не допускается. Плоскость торца стержня клапана должна быть перпендикулярна к образующей стержня. Допускается односторонний просвет на торце до 0,05 мм по лекальному плоскому угольнику 160 ? 160 мм.
Биение торца стержня относительно цилиндрической поверхности стержня допускается не более 0,05 мм на крайних точках.
Восстановление поверхности стержня клапана
Восстановление поверхности стержня клапанапроизводят шлифованием поверхности стержня на бесцентрово-шлифовальном станке 3184 до ремонтного размера при наличии направляющей втулки клапана ремонтного размера.
Для стержня впускного клапана ремонтный размер диаметра составляет 10,8-0,030 -0,055мм, для выпускного 10,8-0,060 -0,085 мм.
Если направляющих втулок ремонтного размера нет, поверхность стержня клапана восстанавливают хромированием или железнением.
Хромировать поверхность стержня клапана целесообразно до диаметра 11,1 мм в ванне с электролитом следующего состава:
Электролитическое осталивание рекомендуется производить до диаметра 11,15 мм в ванне с электролитом следующего состава:
Примечание. При осталивании плотность тока увеличивают до номинальной в течении 10 минут. Поверхность деталей должна быть гладкой, серовато-матового оттенка с ясно выраженной сеткой трещин, без вздутий и признаков отслоений.
После электролитического наращивания поверхности стержня поверхность шлифуют до нормального размера (см. рис. 61, 62). Отклонение поверхности стержня от прямолинейности после шлифования должно быть не более 0,015 мм на длине 100 мм.
Восстановление прямолинейности стержня
Восстановление прямолинейности стержня в случае его изгиба рихтовкой не дает положительных результатов. Небольшой изгиб стержня устраняют шлифованием под ремонтный размер или под электролитическое наращивание. Если изгиб стержня клапана устранить указанным методом невозможно, клапан выбраковывают.
Восстановление выточек под сухарики
Восстановление выточек под сухарики производят зачисткой и полировкой изношенной поверхности.
В клапанах двигателя СМД-14 необходимо, чтобы кромки выточки были острыми. Поверхность выточки должна быть чистой, гладкой, без повреждений.
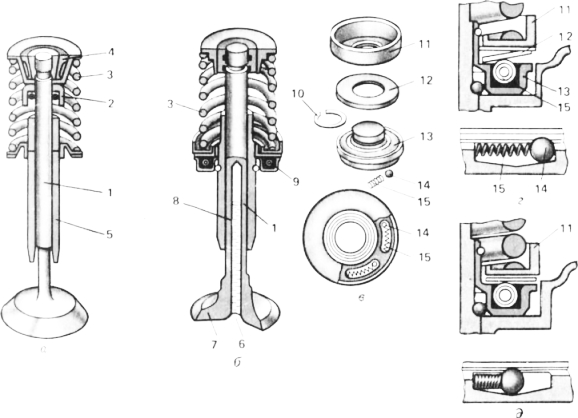
Клапаны и их приводы в судовых двигателях

Во всех двигателях впускные и выпускные клапаны открываются внутрь цилиндра. Давлением тарелки клапанов прижимаются к седлам, в результате плотность посадки их повышается
Клапаны (рис 81, а) состоят из штока 3 и тарелки 10, выполняемых обычно заодно на тарелке снята коническая рабочая фаска 1 под углом а, равным 90—120° Благодаря фаске 1 тарелка 10 плотно сидит в седле, проточенном в крышке 2 цилиндра Рекомендуется принимать угол а фаски 1 на 1—2о бопьше угла посадочной поверхности седла. Фаску и седло взаимно притирают с помощью приспособления, для которого предусмотрены углубления а или шлиц.
Шток 3 клапана движется в чугунной, бронзовой или стальной сменной втулке 4, смазываемой маслом, подводимым от узлов привода открытия клапана или вручную. Втулка 4 вставлена в крышку 2.
Клапан прижат к седлу пружиной 5, упирающейся нижним концом в крышку 2, а верхним — в тарелку 6, закрепленную в верхней части штока 3 клапана.
Когда клапан закрыт, пружина удерживает его в седле, несмотря на разрежение в цилиндре при всасывании (выпускной клапан) В момент окончания подъема клапана пружина препятствует его дальнейшему движению под действием сил инерции. Отрыв толкателя от кулачковой шайбы исключен.
Клапанные пружины изготавливают из высокоуглеродистых марганцовистых, кремнемарганцовистых и хромоникелеванадиевых сталей 60Г, 65Г, 50ХФА и др.
Тарелка 6 закреплена, как правило, двумя коническими полукольцами («сухарями») 8 и 9. Их надевают на шейку клапана при опушенной тарелке 6 Снаружи у полуколец предусмотрена коническая поверхность, а у тарелки 6 — коническая расточка. Поэтому после того, как полукольца 8 и 9 будут надеты, тарелка 6 под действием пружины 5 упрется в полукольцо, прижав их к шейке штока.
Клапаны открывает рычаг привода, действующий на торец штока. Чтобы торец не изнашивался, в него вставляют или на него надевают закаленный наконечник 7, а иногда наплавляют на него износостойкий слой металла или закаливают торцовую поверхность, причем иногда предварительно приваривают стальную пластину.
Седла клапанов могут быть вставными (рис. 81,б). Седло 11, изготовленное из специального чугуна, стали или бронзы, вставляют в крышку и фиксируют.
В клапане на рис. 81,6 предусмотрены внешняя 15 и внутренняя 14 пружины с разным направлением витков.
При двух пружинах легче обеспечить необходимые усилия пружин на закрытый и открытый клапан при данной высоте его подъема Кроме того, при поломке одной из пружин другая удерживает клапан в седле Работа клапана с нормальной частотой вращения при одной сломанной пружине невозможна, но по крайней мере исключена опасность выпадания его в цилиндр.
Рис. 81 Типы каланов рабочих цилиндров
Клапан на рис. 81, а типичен для штангового привода, когда его открывает рычаг. Есть двигатели, у которых кулачковые шайбы распределительных валов действуют непосредственно на клапаны. У таких двигателей в конструкции клапана (рис.
81,6) предусмотрена упорная тарелка 17 большого диаметра, на которую сверху действует кулачковая шайба. Тарелка 17 ввернута во внутрь штока 12 клапана. Под упорной тарелкой 17 помещена замковая тарелка 16. На тарелке 17 снизу, а тарелке 16 сверху выполнены радиальные шлицы.
Кроме того, тарелка 16 надета на осевые шлицы штока 12 клапана. Пружины 14 и 15 прижимают замковую тарелку 16 к упорной тарелке 17, предотвращая ее проворачивание, т. е. вывертывание из штока 12.
В клапане предусмотрены направляющая втулка 13 и вставное седло 11, которое в данном случае применено потому, что головка цилиндра изготовлена из алюминиевого сплава.
У крупных двигателей и у двигателей с высокими тепловыми напряжениями в конструкции клапанов предусмотрен корпус. Иногда корпус предусматривают лишь у выпускных клапанов, как, например, в двигателях НФД48-2АУ (рис. 81, в).
Шток клапана 24, снабженный защитным отражателем газа 23, пружины 18, тарелку 19, седло 22 собирают в один узел с корпусом 25.
Затем клапан в сборе вставляют в гнездо крышки 21 цилиндра и корпус крепят в крышке. Корпус выпускного клапана делают охлаждаемым.
При данной конструкции клапана вода поступает внутрь корпуса 25 из крышки 21 через регулировочный кран 26, а через фланец 20 — в сборную магистраль.
Впускные и выпускные клапаны выполняют обычно одинаковыми по конструкции и размерам. Иногда диаметр тарелки впускного клапана делают больше, чем у выпускного, чтобы уменьшить сопротивление впуску свежего заряда воздуха. Клапаны чаше всего изготовляют из разного материала.
Впускные клапаны должны быть изготовлены. из стали 20ХН4ФА, 4Х9С2, 4Х10С2М, а выпускные — из стали 4Х10С2М, 4Х14НВ2М или других, обеспечивающих стойкость клапнов. Допускаются сварные клапаны тарелка из жаропрочной стали, а стержень из конструкционной.
Фаску тарелок рекомендуется наплавлять коррозионно- жаро- и износостойкими сплавами или материалами. Наружную поверхность стержней хромируют, азотируют, закаливают ТВЧ или упрочняют накаткой.
При работе дизеля на тяжелых топливах повышать коррозионную стойкость клапана становится необходимо.
Чтобы различить впускной и выпускной клапаны, если у них одинаквые диаметры, но изготовлены из разных материалов, на нижнем торце тарелки выбивают клейма: “Вп”, “Вс” для впускного и “Вх”, “Вых” для выпускного. На двигателях, изготовленных в ГДР, клейма бывают соответственно “Е” (einlas — впуск) и “А” (auslas — выпуск).
Типы клапанных приводов. Как было описано выше, клапаны открывает либо особый механизм, называемый клапанным приводом, либо кулачкой вая шайба распределительного вала непосредственно воздействуя на клапан.
У большинства судовых двигателей клапаны открываются с помощью привода от распределительного вала, расположенного на уровне верхней части картерного пространства (нижнее расположение). Чаще всего распредели тельный вал 20 (см. рис.
216) расположен внутри картерного пространства вследствие чего обеспечивается хоршее смазывание кулачковых шайб масляной пылью, но усложнен доступ ним. У некоторых типов двигателей распределительный вал 16 (см рис. 217) помещен в специальной городке блок-картера или блока цилиндров.
В этом случае облегчен доступ к кулачковым шайбам для осмотра и регулировки, но необходима система подвода масла к узлам привода.
Способ открытия клапанов кулачковыми шайбами (верхнее надклапанное расположение распределительного вала) принят в быстроходных двигателях При этом предусматривают два распределительных вала 14 и 15 (см.
рис 221), укладываемых над впускными (вал 14) и выпускными (вал 15) клапанами Хотя наличие двух распределительных валов, усложнение связи распределительных и коленчатых валов, загромождение головки двигателя являются недостатками данного способа открытия клапанов, но это лучше, чем детали клапанного привода, на которые действуют силы инерции и которые у быстроходных двигателей были бы значительными. Кроме того, при рассматриваемом размещении валов легко обеспечить открытие впускных и выпускных клапанов тогда, когда их по два (тех и других) на каждый цилиндр. При нижнем расположении распределительного вала усложняется конструкция клапанного привода.
Привод с неразрезными рычагами. Клапаны 1 (рис 82, а) открывают рычаги 13 и 16, сидящие на оси 14, закрепленной в стойке 12 крышки цилиндра.
На других концах этих рычагов предусмотрены регулировочные винты 3, упирающиеся в головки штанг 4, Нижний конец каждой из штанг упирается в толкатель 10, на ролик 9 которого может воздействовать кулачковая шайба 8 распределительного вала.
Когда выступ кулачковой шайбы набежит на ролик толкателя, штанга поднимется и рычаг 13 или 16 откроет клапан. Закрываются клапаны под действием своих пружин.
Клапанные рычаги изготовляют из стали. Чтобы уменьшить расстояние между кулачковыми шайбами, в двигателях Л275 рычаги насажены не под прямым углом по отношению оси 14 Для уменьшения изнашивания торцовой поверхности штока клапана и конца рычага предусмотрен ролик 2.
Однако такая конструкция себя не оправдала, на двигателях 6Л275ШПН завод изготовитель ролики уже не ставит Подшипниками рычагов служат бронзовые втулки 5, смазываемые под давлением маслом подводимым в канал а через штуцер, ввернутый с торца оси 14.
По каналам б клапанных рычагов масло проходит также для смазывания сферической опоры верхней головки штанги 4, а через просверленные отверстия в этой головке, внутренней полости штанги и в нижней ее головке подпятника 6 толкателя и затем далее ролика 9 и самого толкателя 10.
Охватывающая все узлы привода масляная система потребовалась потому, что в этом двигателе толкатели помещены в выгородке блок-картера, изолированной от картерного пространства (см. рис 217)
Чтобы толкатель 10 не поворачивался относительно своей оси, в рассматриваемой его конструкции предусмотрена скользящая шпонка 11, для которой в корпусе 5 выполнена вертикальная канавка. Окна в и ролик 7 толкателя предназначены для подъема последнего при реверсировании двигателя.
После пуска двигателя клапаны вследствие их нагревания удлиняются. Если в клапанном приводе не будет зазора, то при удлинении клапан не будет садиться в седло и его герметичность нарушится.
Следовательно, нарушится нормальное течение процессов сжатия и расширения, а в результате прорыва газов при горении клапан будет быстро обгорать и выйдет из строя. Поэтому при сборке привода и периодических проверках двигателя тепловой зазор в приводе регулируют болтами 3.
Размер этого зазора для холодного двигателя указан в руководстве по его эксплуатации и колеблется в пределах 0,2—2 мм для впускных и 0,3—2,5 мм для выпускных клапанов. Измеряют зазор щупом и обычно над торцом клапана.
При работающем, прогретом двигателе тепловой зазор уменьшается, но он обязательно должен быть. Во время работы двигателя его следует периодически проверять. Для этого достаточно повернуть штангу 4: при наличии зазора в момент, когда клапан закрыт, она легко поворачивается.
Привод с разрезным рычагом. Конструкция приводов с кулачковыми шайбами на распределительном валу значительно упрощается при наличии разрезных рычагов. В данном случае плечо рычага, примыкающее к клапану, и плечо, примыкающее к штанге, изготовляют каждое отдельно и жестко насаживают на общий валик.
На рис. 82, 6 изображен привод, клапанный рычаг 27 которого выполнен неразрезным, а рычаги 24 и 26 представляют собой два плеча разрезного рычага открытия впускного клапана. Рычаги 24 и 26 насажены на валик 29 на шпонках и закреплены на нем стяжными винтами.
Валик 29 лежит в роликовых подшипниках стойки 30, закрепленной на крышке цилиндра. Рычаг 24 с помощью головки, нижняя поверхность которой подвергалась цементации и закалке, может воздействовать на шток клапана 25.
На конце рычага 26 предусмотрен регулировочной винт 23, сферический торец которого опирается в верхнюю головку штанги 22. Когда кулачковая шайба
17 набежит на ролик 18 толкателя 19, штанга 22, поднимаясь, повернет по часовой стрелке рычаг 26 вместе с валиком 29 и рычагом 24, открывающим клапан.
Валик 29 является одновременно осью качания неразрезного рычага, имеющего также роликовый подшипник. Подшипники валика 29 и рычага 27 смазываются через каналы в валике консистентным смазочным материалом от колпачковой масленки 28.
Толкатели 19 направляет втулка 21, закрепленная на полке блок-картера. В каждый из толкателей вставлен упор 20 со сферическим торцом, в который упирается нижняя головка штанги 22. Ролик 18 толкателя фиксируют в вырезах г нижней части втулки 21, благодаря чему предотвращается поворот толкателя относительно его оси.
Рис. 82. Клапанный привод двигателей:
а – типа Л275; 6 — типа НФД48
Головки штанг в данном случае смазывают вручную. Смазывание ролика 18 и толкателя 19 происходит за счет оседания частичек масла из воздуха картерного пространства.
Ручное смазывание узлов клапанного привода — недостаток двигателя, особенно автоматизированного, эксплуатирующегося без постоянной вахты в машинном отделении или с сокращенным ее составом.
Поэтому в двигателях, построенных за последние годы, предусмотрено централизованное смазывание клапанного привода. В этом случае во избежание потерь масла крышки цилиндров закрыты колпаками (см., например, рис. 217).
В необходимых случаях оборудуют и штанги закрытиями в виде кожухов (двигатели 6ЧРН36/45).
В двигателях с большой частотой вращения часто применяют толкатели, условно называемые плоскими. У них нет роликов, и кулачковая шайба 1 (рис. 83, а) воздействует на плоскую поверхность головки 2 толкателя 3.
Иногда у плоских толкателей предусматривают форму стакана 4 (рис. 83, 6), в углубление дна которого упирается сферическая головка штангой 5. Чтобы уменьшить изнашивание торцовой поверхности толкателя, ось его часто смещают относительно середины кулачковой шайбы (см. рис. 83,а). В этом случае при каждом набегании шайбы толкатель будет повертываться.
Приводы открытия группы клапанов
У некоторых типов двигателей штанговые приводы применяют для одновременного открытия группы (от двух до четырех) клапанов одинакового назначения.
Так, у двигателя Д50, в котором по два впускных и выпускных клапана на цилиндр, в приводе предусмотрены трехплечные рычаги: плечо для штанги расположено с одной стороны оси качания, два плеча для клапанов — с другой.
Рычаги расположены один над другим, в связи с чем у выпускных клапанов более длинные стержни, чем у впускных.
Рис. 83. Типы плоских толкателей
Интересна конструкция клапанного привода двигателя 10Д40 (рис. 84). У этого двухтактного дизеля в крышке цилиндра установлено четыре выпускных клапана, а продувочный воздух поступает через окна во втулке цилиндра. Поскольку у всех клапанов одинаковое назначение, они должны открываться одновременно.
Для этой цели служит трехплечий рычаг: его плечо 10 примыкает к штанге 11 привода, а плечи рычагов 1 и 4 через траверсы 2 и 3 открывают клапаны 5. Каждая траверса предназначена для открытия двух клапанов. Хвостовик 8 траверсы движется в направляющей втулке 6, возвратное движение траверсы осуществляется под действием пружины 7.
Для регулировки сопряжений плеч рычагов 1 и 4 с траверсами 2 и 3 служат болты 9.
Траверсы открывают клапаны с помощью гидротолкателей (см. узел 1). Втулка 13 гидротолкателя запрессована в траверсу. Внутри втулки 13 находится толкатель 14, упирающийся в торец клапана 5. Пространство над толкателем заполнено маслом, поступающим через шариковый клапан 12 по каналу а масляной системы дизеля.
Привод работает следующим образом. Пока штанга 11 неподвижна, тол -катели 14 под давлением масла упираются в штоки клапанов 5, а траверсы 2 и 3 — в упорный болт 9 клапанного рычага.
Зазора в клапанном приводе нет, но это не препятствует тепловому удлинению, штока клапана при работе, ибо толкатель 14 опустится под давлением масла до упора в торец клапана. При подъеме штанги 11 клапанный рычаг повернется против часовой стрелки и его плечи 1, 4 надавят на траверсы 2, 3.
При движении траверс вниз шариковый клапан 12 перекроет выход масла из втулки 13 и траверса через слой масла откроет толкателями 14 клапаны.
Гидротолкатели обеспечивают открытие и закрытие клапанов точно в моменты набегания кулачковой шайбы на ролик толкателя и сбегания ее с ролика, а также уменьшают уровень шума при работе клапанного привода.
Рис 84. Групповой клапанный привей двигателя 10Д40
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
клапан выпускной двигателя внутреннего сгорания, способ его изготовления и жаропрочный сплав для него
Изобретение относится к двигателестроению и может быть использовано в поршневых авиационных и автомобильных ДВС. Клапан выпускной ДВС содержит шток с наконечником, головку зонтичной формы с ребрами жесткости, которых не более восьми, каждое ребро имеет скос к горизонтальной поверхности не более 20°.
Клапан изготовлен отливкой в вакууме по выплавляемым моделям в нагретые керамические формы с дальнейшей термообработкой в среде защитного газа при температуре 1200°С+20°С в течение не менее 4,5 часов, после чего осуществляют механическую обработку с последующим нанесением покрытия.
Приведен состав сплава, используемого для изготовления клапана.
Выпускной клапан такой конструкции, изготовленный данным способом и из предлагаемого сплава, высокотехнологичен, имеет незначительную трудоемкость, надежен в работе, обладает большой стойкостью к износу, имеет длительный срок службы и оптимальную массу. 3 н.п. ф-лы, 3 ил.
Изобретение относится к машиностроению, а именно к двигателестроению, и может быть использовано в поршневых авиационных двигателях внутреннего сгорания.
Известен клапан впускной двигателя внутреннего сгорания, имеющий шток, головку грибковой формы и участок перехода между ними с ребрами жесткости (патент Японии № 61-229908 МПК F01L 3/20, F02B 31/00). В этом прототипе клапаны впуска ребра жесткости развивают поверхность для испарения топливовоздушной смеси, уменьшая ее адгезию на головку клапана в процессе работы двигателя.
Для клапана выпускного двигателя внутреннего сгорания (ДВС) ребра жесткости устраняют коробление его рабочей фаски, играют дополнительную теплоотводящую роль от нее и интенсифицируют принудительное вращение действия клапанных пружин, дополнительной реакцией выхлопных газов, способствуя более плотной посадке клапана в его седло и стиранию нагара с рабочей фаски, повышая надежность и срок службы клапана без прогара при оптимальной его массе.
Данная техническая задача решается с помощью клапана выпускного ДВС, имеющего шток с наконечником, головку зонтичной формы с ребрами жесткости в ее донной части, равномерно на ней расположенными до 8 ребер по окружности с подъемом гребня каждого ребра не более 20° по направлению к горизонтали.
На фиг.1 изображен клапан выпускной, на фиг.2 – его разрез А-А, на фиг.3 – схема литья выпускного клапана двигателя внутреннего сгорания в вакууме в нагретые керамические формы.
Клапан выпускной состоит из штока 1, головки 2 зонтичной формы с ребрами жесткости 3 в ее донной части со стороны штока.
Для сохранения оптимальной массы клапана количество ребер жесткости достаточно не более 8 с подъемом (скосом) каждого до 20° к горизонтали.
Под ролик толкателя клапана на конце штока, противоположном головке, расположен наконечник 4, выполненный из металла большей твердости, чем шток, для лучшей износостойкости этого торца штока.
Головка 2 зонтичной формы имеет рабочую фаску 5, поверхность которой притирается к седлу клапана при сборке для обеспечения герметичности и мощности двигателя в работе.
Клапан выпускной ДВС – высокотеплонапряженная деталь двигателя, и именно приведенная конструкция, отличаясь простотой, стабильно обеспечивает не меньшую рабочую тепловую нагрузку, чем в клапане с внутренней теплоотводной полостью, заполняемой натрием для сбалансированности передачи тепла от грибка к штоку (стр.402-403 П.И.
Орлов «Конструкция авиационных двигателей», Оборонгиз, 1940, т.2).
Ребра жесткости увеличивают теплоотвод из зоны рабочей фаски 5 на шток 1 в процессе работы двигателя, что очень важно, и, кроме того, под воздействием турбулентного потока газов от сгорания топливовоздушной смеси приводят в более интенсивное вращение клапан, положительно дополняя воздействие клапанных пружин на его вращение, чем содействует более плотной и герметичной посадке в свое седло, стирая с рабочей фаски налипающие частицы нагара и исключая тем возникновение прогаров фаски, обеспечивая надежную герметичность посадки клапана в седло при работе двигателя на самых теплонапряженных режимах.
Известен способ изготовления клапана выпускного двигателя внутреннего сгорания, получаемого отливкой по выплавляемым моделям в нагретые керамические формы (патент Великобритании № 2110299, МПК F01L 3/02 – прототип).
Недостатком данного способа является необходимость в стабилизирующей термообработке для сохранения высоких прочностных характеристик материала.
Технологической задачей данной разработки является упрощение технологии изготовления клапана с повышением его технологичности, снижение трудоемкости и сохранение необходимой точности размеров с высоким качеством прочностных характеристик материала для надежной работы столь ответственной и высоконагруженной детали двигателя.
Способ изготовления клапана выпускного двигателя внутреннего сгорания, включающий отливку клапана по выплавляемым моделям в нагретые керамические формы без механической обработки оребренной части головки и с припуском до 1-2 мм на остальных поверхностях.
После отливки осуществляется стабилизирующая термообработка в среде защитного газа при температуре 1200+20°С в течение не менее 4,5 часов с последующей механической обработкой и нанесением нитридтитанового покрытия, что обеспечивает получение плотной, гомогенно-равноосной и стабильной структуры металла клапана с плотностью 8,9
г/см3 с высоким уровнем прочностных характеристик и точности размеров при рабочих температурах. На фиг.3 изображена схема литья клапана выпускного двигателя внутреннего сгорания в вакууме в нагретые керамические формы. Равноосная плотная макроструктура литого выпускного клапана обеспечивает высокие характеристики его механических свойств, приведенные в таблице 1.
После термообработки и предварительной чистовой проточки фаски и штока к торцу стержня клапана приваривается наконечник из высокохромистой стали, затем торец стержня подрезается, шлифуется и подвергается поверхностной закалке и отпуску на высокую твердость HRC50.
Затем следуют операции шлифовки, полирования и суперфиниширования штока и головки клапана до окончательных размеров и покрытие нитридом титана.
После покрытия нитридом титана шток повторно суперфинишируют, а рабочую фаску каждого клапана притирают к своему седлу в цилиндре при сборке.
Известен литейный жаропрочный сплав на основе никеля, содержащий углерод, хром, титан, алюминий, кобальт, ниобий, вольфрам, молибден, железо, лантан, гафний, бор, церий и иттрий, дополнительно содержит тантал и рений при следующем соотношении 16 легирующих элементов, мас.%:
(пат. № 2081930, С22С 19/05 – аналог)
К недостатку этого многокомпонентного сплава относится малая стойкость к истиранию и износу при температурах более 900°С, несмотря на обилие легирующих элементов.
Наиболее близким аналогом является (патент США № 3497349, МПК С22С 19/05) жаропрочный сплав для клапана выпускного ДВС (на основе никеля), содержащий никель, углерод, хром, молибден, железо, вольфрам, бор, ниобий, кремний, марганец при следующем соотношении компонентов, мас.%:
К недостатку вышеуказанного сплава относится наличие ниобия, примесей кремния и марганца, что не гарантирует от образования окислов даже в вакууме, не способствует образованию упрочняющей интерметаллидной фазы, не позволяет получить сплав с плотной мелкозернистой структурой.
Технической задачей данного изобретения является повышение стойкости сплава к износу рабочей фаски выпускного клапана ДВС при температурах более 900°С и получение сплава с плотной мелкозернистой структурой.
Для решения поставленной задачи используется жаропрочный сплав интерметаллидного упрочнения, без аллотропических превращений в плотной равноосной структуре, стабилизированной после литья в вакууме термообработкой до 1200°С+20°С, сравнительно простого химического состава, содержащий никель, углерод, хром, молибден железо, вольфрам, бор. Данный сплав содержит дополнительно алюминий, титан, цирконий и церий, что влияет на процесс кристаллизации и на образование упрочняющей интерметаллидной фазы при стабилизирующей термообработке и следующем соотношении всех составляющих в сплаве, мас.%:
Таким образом, выпускной клапан ДВС такой конструкции, изготовленный из данного сплава и таким способом, высокотехнологичен, имеет небольшую трудоемкость, надежен в работе, позволяет получить плотную мелкозернистую структуру, обладает большой стойкостью к износу, имеет длительный срок службы, оптимальную массу. Взаимозаменяемость литых и кованых клапанов при эксплуатации и ремонте двигателей сохраняется.
Формула изобретения
1. Клапан выпускной двигателя внутреннего сгорания, содержащий шток с наконечником, головку зонтичной формы с ребрами жесткости в ее донной части, отличающийся тем, что ребер жесткости не более 8, причем каждое ребро имеет скос к горизонтальной поверхности не более 20°.
2. Способ изготовления клапана выпускного двигателя внутреннего сгорания, включающий отливку клапана по выплавляемым моделям в нагретые керамические формы, отличающийся тем, что после отливки осуществляют стабилизирующую термообработку в среде защитного газа при температуре 1200°С+20°С в течение не менее 4,5 ч, механическую обработку и нанесение покрытия.
3. Жаропрочный сплав для клапана выпускного двигателя внутреннего сгорания, содержащий никель, углерод, хром, молибден, железо, вольфрам, бор, отличающийся тем, что он дополнительно содержит алюминий, титан, цирконий и церий при следующем соотношении компонентов, мас.%: