



















































Содержание
- 1 Балансировка коленвала
- 2 Подробная инструкция по балансировке коленвала в домашних условиях
- 3 Балансировка коленвала самостоятельно – трудно, но возможно
- 4 Как отбалансировать коленвал с маховиком в гаражных условиях
- 5 Балансировка коленвала в домашних условиях – как освоить? + видео
- 6 Как отбалансировать маховик в домашних условиях
- 7 Не миритесь с дисбалансом! – журнал За рулем
- 8 Балансировка шатунов – СиличЪ
- 9 Балансировка коленчатых валов
Балансировка коленвала
Коленчатый вал, являясь одним из важнейших конструктивных элементов силового агрегата любого автомобиля, производится с применением достаточно сложных технологий.
Неизбежность присутствия в данном процессе технологических допусков и погрешностей, а также неоднородность используемых при этом материалов в совокупности с зазорами в сопряжениях деталей и узлов нарушают (пусть и незначительно) одно из его главных эксплуатационных условий – сбалансированность.
Как определить потребность коленчатого вала в балансировке. Главными симптомами, помогающими с большой долей уверенности установить наличие «болезни», являются значительные колебания силового агрегата и рычага переключения передач при движении автомобиля в режиме «холостого хода».
И тогда приходится прибегать к выполнению такого действия, каковым является балансировка коленчатого вала.
Она (балансировка) заключается в подборе дополнительных масс, или уравновешивающих грузов, а также съеме металла в плоскостях расположения этих грузов со стороны, диаметрально противоположной.
Эти мероприятия производятся в специальных зонах коленчатого вала, называемых балансировочными участками.
Виды балансировки коленавала
В настоящее время применяют два основных вида балансировки:
- Динамическую, обеспечивающую высокую точность и требующую применения специальных станков.
- Статическую. Этот вид балансировки используют для деталей, выполненных в форме диска и имеющих следующее соотношение диаметра (D) и длины (L): D>L.
Балансировка коленчатого вала, имеющего несимметричное (например,V-образное) исполнение или нечетное количество цилиндров, отличается определенными особенностями, поскольку моментальная составляющая таких валов достаточно высока и способна сорвать его с опор крепления.
Избежать этого поможет установка втулок-компенсаторов, обладающих выверенной до одного грамма массой, на шатунные шейки. В случае отсутствия данных параметров в специальных разделах технико-эксплуатационной документации силового агрегата, они рассчитываются дискретно. Для этого существуют индивидуальные методики.
Следующим моментом, требующим достаточно ясного понимания, является определение случаев, вызывающих необходимость балансировки коленвала:
- Установка нештатных или выполнение облегчающих мероприятий на штатных шатунно-поршневых группах.
- Проведение работ по правке деформированных коленчатых валов.
- Замена маховика. Здесь следует оговориться, что в данном случае динамическая балансировка не всегда обязательна. В некоторых случаях достаточно выполнения лишь балансировки статического типа.
Итак, считаем установленным, что балансировка незеркальносимметричных коленчатых валов, частным случаем которых является и V-образный коленвал, требует использования компенсирующих втулок (нередко изготовленных по специальному заказу), создающих имитацию динамического воздействия аналогичного воздействию шатунно-поршневых групп.
Насколько важна своевременная балансировка коленчатого вала
Подавляющее большинство специалистов в качестве ответа на этот вопрос приводят следующие доводы:
- Увеличение мощности силового агрегата (10-15%).
- Предотвращение перерасхода автомобильного топлива (до 5%).
- Продление эксплуатационного ресурса автомобиля в целом, и двигателя в частности.
- Минимизация вибрационных процессов в совокупности со значительным снижением уровня шума в салоне транспортного средства.
- Предотвращение возникновения подтеканий в зоне заднего сальника.
Самостоятельная балансировка коленчатого вала дома
Следующим животрепещущим вопросом, касающимся балансировки коленвала, является наличие возможности выполнения данной процедуры в домашних условиях (в гараже). Как правило, в этих условиях выполняют балансировку коленчатого вала с маховиком. Порядок выполнения выглядит следующим образом:
- при помощи уровня устанавливаем две Т-образные пластины;
- укладываем на них коленчатый вал;
- коленвал, имеющий дисбаланс, скатится по пластинам до момента перехода самой тяжелой его точки в нижнее положение;
- эта точка, определяет место, с которого следует снять небольшую часть металла;
- затем еще раз укладываем коленвал на пластины;
- операцию повторяем до момента достижения полного равновесия.
Подробная инструкция по балансировке коленвала в домашних условиях

x
Check Also
К нам практически ежедневно приходят письма с вопросом: «Вышлите инструкцию как покрывать авто жидкой резиной. Я хочу покрасить своими руками. Какие нюансы?» или «Сколько слоев …
Что делать, если пенится масло в АКПП: причины, их устранение, профилактика Приходилось ли видеть вам на мерном щупе мелкие пузырьки, когда проверяете уровень масла в …
Поломка автомобиля — довольно частое явление, которое может застать водителя в самой непредвиденной ситуации. Выход из строя бензобака — серьезная проблема, которую нужно хотя бы …
Инструкция по замене тормозной жидкости в автомобиле Замена тормозной жидкости является важным моментом технического обслуживания автомобиля, так как исправность тормозной системы – это залог безопасности …
За окном 21 век и прогресс все быстрее несет нас к вечному двигателю, но не к вечному сцеплению. Такой вопрос, как замена сцепления ВАЗ 2114 …
Бензиновый фильтр неотъемлемая часть топливной системы транспортного средства. Сегодня расскажем, где находится элемент, как часто производится замена топливного фильтра, и какие симптомы и признаки свидетельствую …
Раздаточная коробка передач, как и любой механизм, в конструкции которого имеются трущиеся пары, требует периодической замены масла. Поскольку устройство и принцип работы раздаточных коробок могут …
Понимание принципа работы корректора фар позволяет не только диагностировать поломку, из-за которой не работает регулировка уровня светотеневой границы ближнего света, но и произвести восстановление своими …
Проверяем подсос воздуха во впускном коллекторе: симптомы и признаки Любой двигатель внутреннего сгорания обязан работать на смеси воздуха и топлива, которые жёстко регулируются электроникой, если …
О дин из самых «больных» вопросов, возникающих при косметических и капитальных ремонтах — как и чем снять или удалить старую краску. Задача непростая, поскольку при …
Балансировка маховика своими руками или в сервисе – это обязательное мероприятие, проводимое в ходе переделки элемента или по иным причинам. Единственной целью балансировки является уравнивание …
Рассмотрим, как установить ксеноновые лампы, чтобы не слепить водителей встречных автомобилей. Правильно инсталлировать ксенон своими руками сможет даже начинающий водитель, но при этом важно понимать …
Данные взяты из американских (и рунетовских) справочников, могут быть устаревшими или не иметь данных по некоторым европейским авто. Ищите информацию на странице своей АКПП. Справочник …
Статья будет полезной не только владельцам автомобилей ВАЗ, которые с завода укомплектованы ненадежным гидрокорректором, но и автолюбителям, желающим своими руками установить на автомобиль ксенон. Установка …
Датчик кислорода, признаки неисправности которого известны большинству опытных автовладельцев, играет значительную роль в функционировании автомашины. При всей своей незаметности и малоразмерности, этот регулятор корректирует топливную …
Прежде чем начать работу, давайте ознакомимся, что собой представляет данный механизм. Материалами для производства гбц могут быть: легированный чугун или алюминиевый сплав. Это крышка, которая …
Как провести полную и частичную замену масла в АКПП Гарантией длительной и надежной работы АКПП является качественное и регулярно меняемое масло, которое выполняет целый ряд …
После прочтения статьи вы узнаете, как поменять обшивку на дверях авто. Перетяжка дверных карт своими руками под силу каждому водителю. В качестве заменителя стандартных вставок …
Когда вы долго держите ногу на педали сцепления, оно быстро сгорает и его придется менять! Эта азбучная истина зачастую нарушается новичками. И не из-за того, …
Движение любого транспортного средства начинается с запуска его силового агрегата, поэтому для осуществления этой процедуры необходимо, чтобы пусковое устройство, в частности втягивающее реле стартера, из-за …
Знание основных признаков неисправности генератора может помочь вовремя произвести ремонт, предотвратив внезапное загорание лампочки АКБ в пути. Рассмотрим все поломки, которые могут произойти с автомобильной …
Сервисный центр «Автоцарапина» в СЗАО, САО, СВАО, ВАО, ЮВАО, ЮАО и ЮЗАО Москвы проводит работы по удалению мелких и глубоких вмятин на автомобилях разных марок, …
Многие автовладельцы неоднократно сталкивались с такой проблемой, как повреждение бампера, но только единицы пытались устранить дефект самостоятельно. Но, как показывает практика, ремонт бампера своими руками …
Виды полировки кузова автомобиля или почему полировка отличается ценой и дает разный результат? Добрый день уважаемые читатели. В сегодняшней записи, я расскажу про виды полировки …
Балансировка коленвала самостоятельно – трудно, но возможно
Желание продлить жизнь своего двухколёсного друга заставляет владельцев постигать самые невероятные приёмы ремонта, среди которых перепрессовка коленвала. Достаточно сложная и ответственная процедура обязательно заканчивается проверкой правильности сборки, а для устранения перекосов необходима балансировка коленвала.
Подобная сложность ожидает любой двухколёсный транспорт отечественного и даже зарубежного производства советского и постсоветского периода. Благо запчасти к любимым мотоциклам найти ещё можно.
Проблемы ремонта кривошипов
На видео балансировка коленвала с маховиком
Для любого мотора внутреннего сгорания коленвал является ключевым элементом, на который возложена задача превращений возвратно-поступательного движения поршня во вращательное. Исправно работая долгие годы, коленвал переносит существенные механические перегрузки.
Главным образом от износа страдает шатунный подшипник. Если в автомобиле эта деталь разбирается с помощью гаечных ключей и меняется, то в мотоциклетных кривошипах для замены шатуна и подшипника необходимо выпрессовать палец, а затем запрессовать новый обратно.
Процедура это непростая, но выполнимая, для чего необходимо иметь:
- специальный винтовой съёмник (который выполняют на заказ опытные токари) или гидравлический пресс;
- верстак с большими тисками.
Учитывая, что палец (шатунная шейка) очень плотно запрессована в щёки коленвала, для извлечения придётся приложить немалые усилия. Шейка всегда после разборки вставляется новая, вместе с шатуном. Для извлечения шейки с помощью съёмника, его следует очень надёжно закрепить в тисках или приварить сваркой к верстаку, раме гаражных ворот и так далее.
Щека коленвала укладывается в выемку, а под рабочую часть воротка устанавливается гайка, наружные габариты которой позволят ей пройти в отверстие, оставшееся в месте установки шейки. Для проворачивания винта придётся воспользоваться длинным рычагом. Гидравлический пресс позволит разобрать конструкцию за считанные минуты.
Восстановление коленвалов продолжается запрессовкой новой шейки, что производится в обратном порядке. Далее перед доморощенным механиком встаёт вопрос о том, как отбалансировать коленвал.
Даже при очень аккуратной сборке соосность полуосей, параллельность щёк будут нарушены, что в итоге приведёт к нестабильной работе мотора и быстрой поломке.
Эту процедуру также можно провести самостоятельно.
Балансировка коленвала в домашних условиях
На видео балансировка коленвала в гаражных условиях
Особенность мотоциклетного коленчатого вала заключается в том, что для правильной его регулировки достаточно вывести его полуоси на одну линию, а щёки выставить идеально параллельно без скручивания относительно шатунной шейки.
Для проверки основных размеров достаточно провести детальный промер расстояния между внутренними поверхностями щёк с помощью микрометра. Если имеются отклонения, то выправляются они таким способом:
- щёки расходятся – производится сдавливанием в тисках;
- щёки сходятся – в самом узком месте вбивается клин из твёрдой породы древесины;
- щёки перекручены относительно оси шатунной шейки – ударами алюминиевым молотком производится выравнивание.
Для проверки правильности балансировки изготавливают стенд, подобный тому, который используют для автомобильных коленвалов. На твёрдой поверхности закрепляют два отрезка Т-образного профиля. Верхние кромки устанавливают строго по уровню параллельно друг другу на одинаковой высоте (как рельсы).
Полуоси коленвала устанавливаются на кромки, и коленвал прокатывается вдоль профилей. Наблюдение за концами полуосей и щёками позволяет заметить даже незначительные искривления. Имея доступ к самому простому токарному станку можно произвести регулировку и настройку максимально точно. Сделать это поможет динамическая балансировка коленвала.
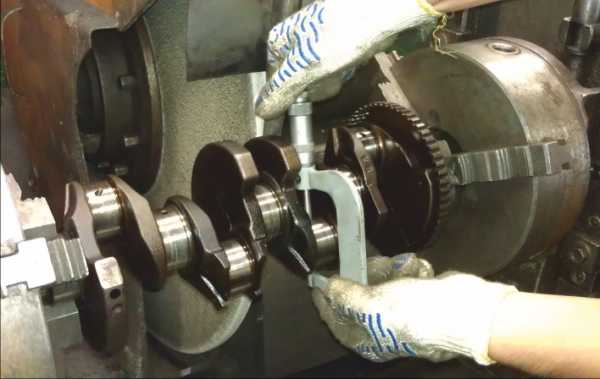
Порядок проверки и регулировки коленвал в станке
Для того, чтобы максимально точно проверить коленвал, необходимо установить его в токарный станок. Один конец зажимается в патрон, а противоположный фиксируется конусным держателем, конец которого упирается в осевую выемку полуоси.
Для начала проверки включаются минимальные обороты. Наблюдение за вращающейся деталью позволяет выявить места деформации.
При измерении микрометром следует учитывать, что биение коренных шеек в месте установки подшипников (по ширине – поле около 20 мм) не должно превышать 0,03 мм.
Балансировка коленвала своими руками должна предусматривать постепенное увеличение частоты вращения вала станка, что позволит убедиться в правильности сборки. Существенное увеличение частоты вращения приведёт к появлению естественной вибрации от перевешивающего шатуна. Использование подобных методов позволяют с высокой точностью настроить коленвал без привлечения специалистов.
Как отбалансировать коленвал с маховиком в гаражных условиях

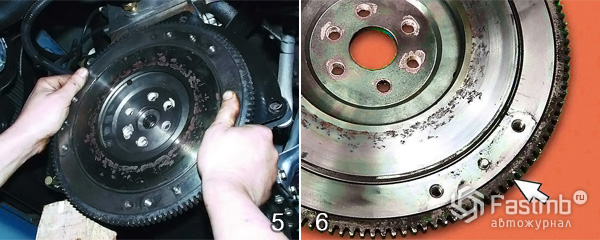
Бывает, что на двигателе нужно заменить маховик, его зубчатый венец или корзину сцепления и после замены перечисленных деталей, и даже после замены пробок каленвала (после промывки масляных каналов), его нужно обязательно отбалансировать.
Если пренебречь этой операцией, то ваш двигатель, даже при повышении скорости машины всего лишь до 70 км/ч, начнёт сильно вибрировать из за дисбаланса. Естественно такое допускать нельзя, и коленчатый вал, перед установкой его на двигатель, нужно отбалансировать.
Как сделать простое устройство для балансировки всего за пару часов, и что для этого потребуется мы и рассмотрим в этой статье.
Большинство автомобильных или мотоциклетных заводов балансируют свои коленчатые валы в сборе с маховиком и корзиной сцепления, а некоторые, например коленвал мотоцикла Днепр или автомобиля Запорожец, балансируют ещё и в сборе с центрифугой. Это надо учитывать и перед балансировкой одевать все детали на коленвал, и даже шкив или шестерню на переднюю часть вала, если конечно они существуют в конструкции именно вашего двигателя.
Ну и естественно все шатуны в сборе с поршнями, кольцами и пальцами, нужно будет взвесить и добиться их абсолютно одинакового веса. Многие заводы (как правило отечественные) пренебрегают этим, поэтому советую ещё при первом ремонте двигателя, обязательно взвесить выше перечисленные детали и если есть разница в весе, устранить её (снятием лишнего металла).
Кстати, при форсировке двигателя, многие механики облегчают маховик его протачиванием, и после облегчения маховика, тоже обязательно нужно сделать балансировку коленвла, в сборе с облегчённым маховиком.
Приспособление для балансировки коленвала.
Устройство для балансировки, которое будет описано в этой статье (см. фото), очень простое и изготовить его сможет любой, даже не опытный в слесарных делах водитель. Для работы вам потребуется немного профильной трубы, или уголка, стальной пруток диаметром 12 — 16 мм, уровень (можно строительный), болгарка и сварочный аппарат.
Сначала нужно будет изготовить основу — рамку, размером примерно 400 х 400 или 500 х 500 мм, которая сваривается из уголка или профильной трубы (ширина уголка или трубы 45 — 60 мм).
А вообще габариты рамки и самого устройства зависят от длины вашего коленвала, ведь если вам нужно будет отбалансировать коленвал от грузовика, то естественно это приспособление нужно будет изготавливать бóльших размеров.
После того, как вы сварите рамку и зачистите сварные швы, в двух углах рамки ( цифры 1 и 2 на фото) и в середине противоположной трубы (цифра 3 на фото) нужно будет просверлить отверстия (диаметр их зависит от толщины прутка, из которого делаются шпильки). К отверстиям сверху привариваются гайки, диаметр внутренней резьбы которых зависит от диаметра трёх шпилек, которые вы купите или изготовите из прутка.
Почему всего три шпильки, а не четыре в каждом углу рамки ? Потому что, чтобы выставить рамку перед балансировкой строго горизонтально (с помощью уровня), достаточно покрутить всего лишь три шпильки, а четвёртая только усложняет регулировку.
На каждую шпильку нужно будет накрутить ещё и контргайки, которые после регулировки рамки контрятся. В верху каждой шпильки, полезно подточить болгаркой по две лыски для гаечного ключа, чтобы потом было легко их крутить, при регулировке уровня.
Теперь нужно будет ближе к каждому углу рамки просверлить четыре отверстия, диаметром 14 — 16 мм. В эти отверстия вставляются и зажимаются гайками 4 шпильки (стойки), сделанные из прутка, толщиной примерно 14 — 16 мм, и диной примерно 250 мм (длина всех четырёх шпилек абсолютно одинаковая) .
Теперь на верхнюю часть каждой пары шпилек — стоек, нужно надеть два уголка ( 20 — 40 мм шириной и примерно 300 мм длиной) уголка, (перед этим в уголках сверлим отверстия).
Уголки одеваем и прихватываем сваркой так, чтобы их острая кромка оказалась вверху, на эту кромку будет укладываться коленвал. Получатся напротив друг-друга расположенные две П-образные стойки (как два турника).
Вот и всё — устройство для балансировки коленвала в гаражных или даже домашних условиях готово!
Балансировка коленвала.
Перед балансировкой сначала нужно выставить приспособление строго горизонтально, относительно силы притяжения Земли. Для этого сначала укладываем уровень на уголок(20 мм) П-образной стойки, расположенной около цифр 1 и 2 и крутим шпильки 1 и 2, пока не добьёмся абсолютно горизонтального его расположения и соответственно уголка, на котором он лежит.
Затем разворачиваем уровень перпендикулярно и укладываем уровень поперёк, то есть сразу на два уголка обоих П-образных стоек, и добиваемся с помощью вращения шпильки 3, абсолютно горизонтального положения всего приспособления в целом.
Выставив приспособление точно горизонтально, можно укладывать на него коленчатый вал в сборе с деталями как на фото. Если имеется дисбаланс, то коленвал сразу же начнёт проворачиваться, то есть катиться по кромке уголков, пока центр тяжести деталей не окажется в самой нижней точке (притяжение Земли нам помогает). Естественно этот дисбаланс (перевес) нужно устранять.
Чтобы устранить перевес, нужно в самой тяжёлой (нижней — на фото указано стрелкой) части маховика высверлить лишний металл, чтобы убрать лишний вес. Но как узнать точно этот вес. Для этого, к самой лёгкой противоположной стороне маховика (вверху) нужно приклеить магнитики разного веса или кусочки большого магнита (можно разбить на кусочки магнит от динамика).
Добавлять (приклеивать) магнитики к маховику нужно будет до тех пор, пока коленчатый вал в сборе с деталями, как бы вы его не повернули на уголках, должен лежать неподвижно (не катиться ни в право ни в лево).
Все магнитики, которые были приклеены, нужно взвесить, и этот точный вес и будет перевесом (дисбалансом).
Сейчас в продаже полно китайских электронных весов — их нужно будет купить, они не дорогие (или попросить взвесить магниты в магазине).
Теперь нужно будет высверлить с маховика столько металла, чтобы вес стружки был такой же как и вес магнитиков, которые компенсировали дисбаланс. При высверливании желательно постелить под маховиком ткань, чтобы можно было собрать стружку и взвесить.
Но практически одного высверливания отверстия (примерно 7 — 8 мм) всегда не хватает, и приходится сверлить несколько. Если есть фрезерный станок, то можно в маховике выфрезеровать лишний металл.
Но главное не переборщить в этом деле, а то придётся потом сверлить на противоположной стороне маховика.
Кстати, если у вас на другом конце коленвала находится шкив, шестерня или центрифуга, и вы меняли именно их а не маховик, то тогда нужно будет и балансировать вместе с этими деталями(как на фото) и высверливать лишний металл именно в них, а не в маховике. Ну а если вы меняли корзину сцепления, то балансировать ваш коленвал нужно именно с закреплённой на маховике корзиной (здесь можно будет высверливать лишний металл в корзине, там где отверстия для её крепления).
Ну и напоследок добавлю, что это устройство может быть использовано и для проверки биения коленвала, с помощью индикаторной стойки с индикатором часового типа.
Для этого нужно будет всего лишь просверлить по два отверстия в верхних уголках (на которые укладывается коленвал) и закрепить на них две призмы, на которые и будет впоследствии укладываться коленвал, для проверки его биения часовым индикатором.
Надеюсь эта статья поможет всем водителям, любящим всё делать на своей машине сами, и которые с помощью этого устройства, смогут легко отбалансировать коленчатый вал у себя в гараже.
Для полноты картины, а так же чтобы все поняли, как влияет балансировка коленвалов любого двигателя на мягкость его работы, посмотрите видеоролик ниже; успехов всем!
Балансировка коленвала в домашних условиях – как освоить? + видео

Балансировка коленвала в домашних условиях может понадобиться тем, кто очень хочет полностью узнать свой автомобиль и не доверяет специалистам на СТО. Ниже будут рассмотрены все нюансы, связанные с этим вопросом.
Балансировка коленчатых валов является ничем иным, как механической операцией, вследствие которой значительно снижаются вибрации и прочие виды нагрузок на элементы двигателя.
Это позволяет повысить его надежность, работоспособность и производительность.
Безусловно, чаще всего в подобной операции нуждаются уже изношенные механизмы, хотя бывают случаи, когда дисбаланс наблюдается и в новеньком автомобиле, только что приобретенном из салона.
Понять то, что вам светит балансировка коленвала своими руками, и пора засучить рукава, можно по следующим признакам. Прежде всего, обратите внимание на ручку переключения передач во время движения на холостом ходу, она начинает болтаться. Точно также себя будет вести и сам двигатель, так что не забудьте заглянуть под капот своего «железного коня».
Что же насчет причин подобного поведения, так их может быть несколько. Среди них нельзя исключить и возможные погрешности, допущенные во время изготовления сопряженных деталей.
Кроме того, не самым лучшим образом сказывается неоднородность материалов, из которых изготовлены элементы коленчатого вала.
Появлению люфта также способствуют увеличенные зазоры в сопряженных узлах, их несоосность, некачественный монтаж и, конечно же, недостаточно точное центрирование.
Где отбалансировать коленвал – варианты ремонта
Есть два способа, как отбалансировать коленвал. Первый – статический, он является менее точным. В этом случае используются специальные ножи, на которые и устанавливается деталь.
А дисбаланс определяется по ее положению во время вращения. Если верхняя часть коленвала легче нижней, то на нее крепят грузики и производят такие замеры и догрузку до достижения равновесия.
И только после этого на противоположной стороне высверливаются отверстия для противовеса.
Второй вид – динамическая балансировка коленчатого вала. Для ее осуществления необходимо специальное оборудование. Коленчатый вал устанавливается в плавающие постели и раскручивается до нужных оборотов. Световой луч находит и сканирует наиболее тяжелую точку, которая провоцирует тряску, и выводит ее на экран. А для достижения баланса дело остается за малым – удалить с нее лишний вес.
Балансировка коленвала в домашних условиях
В основном, в домашних условиях осуществляется балансировка коленвала с маховиком. Для этого также необходимо определить самую тяжелую точку.
Делается это следующим образом: устанавливаются две Т-образные пластины, естественно по уровню, и сверху на них кладется деталь. В случае дисбаланса коленчатый вал будет катиться, пока его наиболее тяжелая точка не окажется в нижнем положении.
Таким образом, определяется место, с которого необходимо снять немного металла. Повторять эту процедуру следует до достижения полного равновесия.
Если же речь идет о новых автомобилях, то в этом случае нужно прибегнуть к методу модульной сборки, когда все элементы проходят балансировку по отдельности, а не в сборе.
Но осуществление данной процедуры лучше доверить профессионалам, тем более что, в основном, такие машины состоят на гарантийном обслуживании, и пренебрегать им не стоит.
Не столь важно, где отбалансировать коленвал, главное помните, что данная процедура позволит значительно увеличить ресурс и мощность движка, да и авто в целом.
Как отбалансировать маховик в домашних условиях

Все компоненты автомобиля должны работать исправно, чтобы обеспечить его максимальные характеристики. Однако со временем детали изнашиваются. Поэтому их нужно периодически менять и по необходимости проводить балансировку. Особенно это касается маховика.
Что такое маховик?
Маховиком называется дискообразный компонент автомобиля, который соединяется с коленчатым валом. Хотя он практически не имеет двигающихся частей, он крайне важен для нормального функционирования коленвала. Его основная задача — создание инерции для некоторых деталей автомобиля. Кроме того, он соединяет собой стартер и вал, что и обеспечивает начало работы двигателя.
Это довольно массивный элемент автомобиля, который не дает поршням оставаться неподвижными. Благодаря большой массе он позволяет без труда начать движение остальных механизмов.
Однако из-за высокой массы создается одна проблема — балансировка. Если этот элемент имеет смещенный центр тяжести, то вращение приводит к возникновению дополнительных сил. Смещение происходит по разным причинам, будь то брак, износ детали или неправильная установка. Однако важно, что эти силы приводят к возникновению вибрации, что крайне опасно для деталей автомобиля.
В данной части автомобиля даже небольшая вибрация может привести к существенному повреждению деталей. Разрушение стартера, коленвала и других компонентов — это не предел при пренебрежении этим фактором. Поэтому важно следить за центром тяжести маховика и по необходимости проводить балансировку.
Основы балансировки
Балансировка — это процесс, при котором центр тяжести возвращается в геометрический центр маховика. Особенно часто он проводится после процедуры облегчения этой детали, что нередко практикуется автомобилистами. Балансировка крайне важна, ведь в противном случае на двигатель могут действовать разрушительные силы.
Отмечают несколько видов дисбаланса на маховике, среди них:
- статический;
- моментальный;
- динамический.
В статическом случае на оси детали возникает какая-то масса. Из-за этого ось устройства смещается относительно оси вращения, что приводит к возникновению вибраций.
В моментальном же, дополнительные массы возникают на краях детали. Если маховик не двигается, то вибрации не возникают, но при вращении они могут проявляться крайне сильно. Последний вариант — динамический.
Он совмещает в себе предыдущие виды дисбаланса.
Совет! Для устранения динамического дисбаланса нередко проводят балансировку колес. Она помогает избежать этого эффекта.
Зачастую для устранения подобных проблем автомобиль везут в сервис. Там проводят тщательную балансировку маховика, возвращая центр тяжести в первоначальное положение. Однако осуществить эту процедуру можно и без сторонней помощи, проводя ее в домашних условиях. Сложностей здесь минимум
Балансировка маховика своими руками
Наиболее простым решением является статическая балансировка. Хотя провести ее можно различными способами, далее будет использоваться один из самых простых. Он позволяет полностью осуществить процедуру без специальных инструментов.
Для начала важно определить точку смещения веса. Для этого через центр маховика продевается металлический прут, который может выдержать подобный вес без деформации. Если в его конструкции все еще имеется вал, то можно использовать его для этой задачи. Далее нужно взять две прямых опоры и закрепить их параллельно.
Важно! Стоит проводить эту процедуру с водяным уровнем, ведь малейший просчет может привести к ошибочным выводам в процессе диагностики.
Далее маховик размещается на этих опорах. После этого наиболее тяжелая сторона будет смещаться вниз, проворачивая ось. Это даст понять приблизительное расположение центра тяжести. Кстати, для этой же задачи можно заменить прямые опоры тисками, зажав вал, на котором находится деталь.
Далее необходимо провести следующие шаги:
Хотя мастера рекомендуют вешать грузики для балансировки, зачастую лишний метал попросту высверливается. Проблема в том, что это не только приводит к снижению общего веса маховика, но и может попросту привести деталь в негодность.
Также можно проводить балансировку на весу, если в детали имеется подшипник. Задумка та же, имеется несколько грузов и маховик под углом. Постепенно вращая и определяя недостаток веса, нужно размещать грузы до полного баланса детали. Многие считают такой вариант более удобным, ведь маховик нигде не закрепляется и постоянно находится в подвешенном состоянии
Зачастую в сервисах проводится динамическая балансировка данного элемента. Она более надежная и быстрая, а результат представляет собой абсолютный баланс детали.
Такой подход рекомендуется всем, однако для этого необходимо ехать в сервис. Самостоятельно провести такую процедуру практически невозможно, ведь для этого нужен специальный стенд с оборудованием.
Кроме того, здесь используется не только маховик, а также коленвал и сцепление.
Так что для самостоятельного проведения работ лучше подойдет статическая балансировка. Она позволяет быстро и достаточно неплохо вернуть на место центр тяжести, используя лишь подручные средства. Хотя на стенде это делается быстрее и точнее, такой вариант подойдет для бюджетного ремонта.
А для лучшего понимания процедуры балансировки маховика рекомендуется посмотреть это видео. Здесь демонстрируется закрепленная деталь, на которой можно определить смещение центра тяжести. Это основа для дальнейших процедур по балансировке:
Не миритесь с дисбалансом! – журнал За рулем

Архивная статья
НЕ МИРИТЕСЬ С ДИСБАЛАНСОМ!
Как в домашних условиях статически отбалансировать коленвал «Запорожца» и ЛуАЗа.
Феликс БАРАНСКИЙ
Никогда бы не подумал, что мне придется заняться такой балансировкой. Но когда у моего ЛуАЗ-969М срезались шпильки маховика (ЗР, 1988, № 3), мне сделали на координатно-расточном станке вместо разбитых отверстий новые, и маховик, естественно, пришлось повернуть по отношению к коленвалу, при скорости 60–70 км/ч двигатель стал сильно вибрировать.
Откуда же взялся дисбаланс? Оказалось, что Мелитопольский моторный завод балансирует коленчатый вал своих «воздушников» в сборе с маховиком, корпусом центрифуги и корзиной сцепления, а не каждый элемент этой системы в отдельности. Поэтому замена любого из них (или даже, как в моем случае, смещение относительно друг друга) нарушает балансировку и ведет к механическому резонансу со всеми его печальными последствиями…
Что же делать? Никаких советов и указаний, как выполнить балансировку своими силами, я не нашел. Но не покупать же из-за этого новый комплект (в Киеве он стоит около 200 долларов). И я изготовил до смешного простое устройство, которое решило мою проблему, а впоследствии выручило пару десятков владельцев «запорожцев» и ЛуАЗов, оказавшихся в подобной ситуации.
Основой устройства послужила подвернувшаяся под руку старая металлическая рама размером примерно 350х400 мм, имевшая по углам четыре ножки-шпильки с контргайками. Чтобы выставить ее перед балансировкой строго горизонтально, достаточно трех ножек — четвертая лишь усложняет регулировку.
Поэтому взамен двух угловых шпилек я снабдил раму ножкой 3 (см. фото). Затем, просверлив в раме четыре отверстия диаметром 8 мм, ввернул в них вертикальные стойки. На каждую пару стоек надел параллельно основанию трехгранную поперечину (получились две П-образные конструкции).
И все — устройство готово!
Перед балансировкой я обеспечиваю горизонтальность левой поперечины, вращая ножки 1 и 2 и контролируя результат с помощью обычного столярного уровня.
(Кстати, чтобы уровень не падал с поперечины, на ее грани, обращенной вверх, пришлось сделать небольшую фаску.
) Далее, положив уровень поперек — на обе П-образные конструкции одновременно, добиваюсь вращением ножки 3 горизонтального положения рамы в целом.
Теперь можно балансировать. Кладу коленвал в сборе на поперечины (см. фото). За счет дисбаланса он поворачивается, пока центр тяжести не окажется в нижней точке.
Для устранения этого «перевеса» нужно, отступив немного от венца маховика, выбрать из нижней части лишний металл (место показано стрелкой).
Но сколько именно? Чтобы это узнать, прикладываю к противоположному, верхнему краю плоскости маховика магниты разного веса — до тех пор, пока коленвал, как его ни поверни, будет лежать неподвижно.
Остается сверлением маховика насквозь в точке, показанной стрелкой (для примера), удалить лишний металл. Он, естественно, весит столько же, сколько магниты, компенсировавшие дисбаланс.
На практике одного отверстия диаметром 6–7 мм, как правило, недостаточно: обычно приходится сверлить от 4 до 10 отверстий, расположенных вплотную по обе стороны от первого по дуге окружности (ее радиус примерно на 5 мм меньше радиуса маховика).
Пора сказать о размерах устройства. Они достаточно произвольны, за исключением двух. Чтобы маховик и коленвал могли свободно вращаться, высота поперечин над рамой должна быть не менее 200 мм, а расстояние между поперечинами — 270–280 мм.
В заключение — маленькая хитрость для лентяев, до которой я не сразу додумался. Когда у меня вышел из строя маховик, я извлек для балансировки из двигателя всю систему коленвала. Надо ли говорить, насколько трудоемка эта работа? Сама же балансировка заняла немногим больше часа.
Сейчас у меня опять проблемы с маховиком (отверстия для шпилек снова разбиты из-за разрушения шестерни распредвала). Но теперь я уже не буду разбирать весь двигатель, а сниму только маховик.
В гараже у меня есть старый, негодный коленвал. Надеваю на него «разбитый» маховик, кладу на балансировочное устройство и замечаю положение, в котором остановилась эта система.
Затем вместо «разбитого» маховика надеваю новый и балансировкой добиваюсь, чтобы система остановилась в том же положении. Это означает, что новый маховик ведет себя теперь так же, как прежний.
Но последний сбалансирован с коленчатым валом, оставшимся в двигателе, а значит, и новый «придется ко двору».
Все же недаром говорят остряки, что лень — мать технического прогресса…
Самодельное устройство для статической балансировки коленчатого вала в домашних условиях: 1, 2, 3 — регулируемые ножки. Стрелкой показано место сверления маховика.
Не миритесь с дисбалансом!
Ошибка в тексте? Выделите её мышкой! И нажмите: Ctrl + Enter
Балансировка шатунов – СиличЪ

Вылетела втулка из-под впускного клапана, все это на ходу, рассыпалась, осколки повредили и поршень и головку блока цилиндров.
Пришлось становиться на капремонт.
Процесс доставания двигателя и его разборку упускаем, сей процесс многократно описан и несложен. Остановимся пока только на процессе балансировки поршневой группы.
Ранее были установлены поршни группы “В”, по люфту в гильзе нижней части юбки на глаз моторист определил, что нужны поршни группы”Д”. Купил, моторист не ошибся, действительно встали без натяга, но и без зазора.
Подобрали поршни к цилиндрам, понятно, что последние имеют разброс между собой, и закернили номера на поршнях. Овальность на цилиндрах отсутствует, точнее в допуске находится, зеркало отличное для 120тыс.км пробега.
Ремонтный размер колец не нужен.
Для начала взвесил поршни. Из одной коробки, должен быть комплект с разбросом в пару грамм, оказалось, что один вообще не проточен по весу и отличается на 14 грамм. Два других от наименьшего по весу отличались на 2грамма.
На токарном станке этот избыточный вес был снят без проблем. В допуск 0.5грамма довел уже вручную “гравером” – бормашинкой, фото ее будут немного дальше. Особых фото процесса не делал, там все понятно, стоит лишь взять поршни в руки.
Совет тем, кто покупает поршни – делайте это с электронными весами ан 2-3кг с точностью не хуже 0.5грамма, эти весы вам все равно понадобятся позже и их надо иметь.
В магазине просто отберите компдект с наименьшим разбросом, может быть получится обойтись без токарных работ, только обычным напильником. Только прилив надо снимать максимально симметрично.
Пальцы тоже взвесил, но у них разброс почти отсутствует. Самый легкий палец и самый легкий вкладыш в конце скомплектовал на самом тяжелом шатуне, это дополнительно уменьшило разброс между шатуном+поршнем.
Балансировку делал в саду, выходные как раз настали. Потратил чистого времени часов шесть-восемь. Считаю, что “всего”, поскольку разброс между весом шатунов поражал воображение… Но давайте по порядку.
Вот тот набор инструмента, что достаточен для работ в садугараже.
Это электронные весы на 2кг с точностью 0.5граммов, болгарка, гравер (можно и без него), напильники и установочка для проверки положения центра тяжести. Идея установки – Капитан Смоллетт, Уазбука _http://uazbuka.ru/engine/eng421balance.htm_
“Шатуны ремонтники подгоняли по весу, стачивая прилив на нижней головке. Но шатун потому и назван шатуном, что совершает в двигателе сложные возвратно-поступательно-вращательные движения. Т.е. верхняя его головка движется линейно вверх-вниз в месте с поршнем, а нижняя вращается вместе с шатунной шейкой коленвала.
Очевидно, чтобы инерционные силы ШПГ были уравновешены, играет роль не только одинаковая масса шатунов, но и положение центра массы шатуна. Если, подгоняя вес шатуна, удалять метал только в одном месте, например с крышки нижней головки, то центр массы будет смещаться к верхней головке.
Грубо говоря, добавляем массу поршню, облегчая шатунную шейку коленвала. Очевидно, что наибольшее значение для балансировки имеет однообразие положения центра массы каждого шатуна вдоль оси симметрии. Теория теперь понятна.
А как на практике найти этот самый центр массы? Вырезал два стекла по размеру шатуна, между ними положил спицу. Получилось нечто вроде качелей. Сверху, поперек спицы кладем шатун и, вращая спицу, находим момент “перекидывания качелей”. В этом месте и будет находиться центр массы.
Помечаем положение шатуна относительно верхнего стекла и спицы. Для этого я использовал маркеры для компакт-дисков. Для ориентировки нарисовал на стекле несколько параллельных спице линий.”
Выставляем горизонтально нижнее стекло, на верхнем стекле обводим контур шатуна, край шатуна совпадает с краем стекла, между стеклами находится спица, ее начальное положение отмечается линией маркером для CD (это может быть балансное положение одного из шатунов), на нижнем стекле рисуются линии через равное расстояние, все “качалка” готова:
Первый слой центрования шатунов производим со снятыми задниками. Задники сделаем равными по весу, соответственно они не должны повлиять на развесовку шатунов, просто центр сместится, но одинаково для всех шатунов. Это и проверим вторым слоем центрования шатунов в сборе.
Находим центры всех шатунов, результаты записываем. Например, 1=0, 2=+1.5, 3=-1.0, 4=+2.0.
Все измерения производятся в “попугаях”, расстояния между линиями не обязательно кратны 5мм, но близки к нему, поскольку толщина линии фломастера около 1мм, а расстояние между линиями должно быть хотя бы втрое больше.
В качестве нижнего стекла взял зеркало, чтобы смотреть строго вертикально, тогда линия и ее отражение сливаются в одну линию. Рекомендация по моему опыту здесь: возьмите фломастер и спицу потоньше.
Методика проста. Совмещаем единственную линию на стекле, спицу и среднюю линию на зеркале. Крутим спицу в сторону поднятой стороны “качелей”, чтобы эта сторона опустилась. Записываем положение спицы в момент перебрасывания “качелей”.
Я сначала подогнал положение центров шатунов в одно положение, не сильно обращая внимание на разные веса шатунов, а уже потом занялся подгонкой весов к единому значению.
Центровку повторяем несколько раз, чередуя ее со снятием металла с приливов в соответствии с необходимым направлением сдвига центра тяжести. Металл снимается с части, противоположной направлению сдвига “качелей” для перекидывания.
В результате все поршни должны центроваться в одном положении.
Далее начинаем вывешивание колен без задников, при этом металл нужно снимать симметрично относительно центра, постоянно проверяя его положение.
Вот веса по четырем поршням, цифры для всех шатунов разные, разница превышает 20грамм как для колен шатуна, так и их задников.
Металл с приливов снимался болгаркой, а неровности от круга заглаживались ручным напильником. Был бы фрезерный станок, процесс пошел бы быстрее. Результат обточки виден:
Второй и четвертый шатун ободраны довольно сильно, задники же наоборот, первый и третий. Более глубокую обработку реально делать только на фрезерном станке. Опять же, если бы изначально шатуны были выбраны с разбросом в пределах 5-10грамм, то вполне достаточно было бы косметической обработки. И эта работа заняла бы часа два-три.
Результат балансировки: разброс по весу меньше 1грамма, центров – около 1-2мм.
При подборе шатунных вкладышей и пальцев поршней более тяжелый шатун скомплектовал более легкими комплектами. Хотя разброс по весу там почти интуитивный, менее 0.5грамм, но тем не менее…
Завтра повезу на балансировку коленвал в сборе со сцеплением.
Балансировка коленвала в сборе со сцеплением
В Екатеринбурге почти единственное место, где можно выполнить балансировку – Авторемонтный завод.
Попал на него в тот момент, когда он перезжает на другую территорию в пригород, соответственно времени на операцию потратил немного больше, чем в нормальных условиях.
Оборудование довольно старое, но в компании с нормальными мастерами способно делать многое. Наверное хуже вариант современного оборудования при полном отсутствии квалифицированного персонала….
Для начала инструкция на стене, она видимо висит в таком виде со времен Волги-21:
Вот сам станок:
Индикатор показывает избыток массы в граммах, справа через окошко при вспышке стробоскопа виден угол, где нужно засверлиться на маховике. Станок крутит либо на 3000, либо на 15000. Коленвал лежит на рамках с роликами, внизу рамок – датчики разбаланса. Саму рамку можно тестировать пальцем в процессе кручения, разбалансировка чувствуется.
Процедура балансировки проста. Крутим, измеряем угол и массу избытка, останавливаем, сверлим, снова крутим. Совсем, как балансировка колес, только масса изымается, а не добавляется. Видео прокрутки, видна вибрация рамки:
видео пока не загружено.
Вот проведено первое измерение, трясет очень прилично, для начала попытаемся уменьшить дисбаланс поворотом корзины сцепления, у нее три возможных положения.
Кстати, на самой корзине нет следов балансировки, там есть приливы, которые можно бы сточить, и окна, через которые можно было бы засверливаться во внутренней чугунине… Это к вопросу о том, делает ли производитель балансировку сцепления на выходе.
Поворот дал положительный результат, дисбаланс уменьшился. На индикаторе показания до и после.
Дальше сверлим дважды. Место сверловки выставляем по барабану-транспортиру.
В результате одного поворота корзины и двух сверлений все отбалансировано. Палец, прижатый к рамке в процессе кручения ничего не чувствует, в окне стробоскопа цифры хаотично меняются, т.е.
датчик зацепиться ни за что не может. Процесс окончен.
Для проверки вручную прокручиваем за маховик, он очень мягко тормозится и останавливается в разных местах, при этом попытки “отыграть” в обратную сторону нет.
Наверное, выставив так на ножах коленвал в домашних условиях, можно отбалансировать путем многократных кручений, но сложновато или надо иметь совсем музыкальные пальцы, чтобы чувствовать с такой точностью.
Может у кого есть опыт?
Балансировка коленчатых валов

При конструировании коленчатого вала так подбирают его форму, чтобы он был уравновешен, т. е. ось вращения вала является главной центральной осью инерции.
Однако в процессе изготовления коленчатого вала вследствие неизбежных технологических погрешностей и неоднородности материала указанное условие нарушается и любой реальный коленчатый вал всегда в той или иной мере неуравновешен.
Для устранения неуравновешенности подбирают дополнительные массы (уравновешивающие грузы) так, чтобы после закрепления их на коленчатом валу центробежные силы этих масс уравновешивали центробежные силы приведенных (неуравновешенных) масс.
Часто вместо установки уравновешивающего груза снимают металл в той же плоскости, в которой должен быть расположен груз, но с диаметрально противоположной стороны. В конструкции коленчатых валов предусматриваются для этого специальные (балансировочные) участки.
Процесс предварительного подбора уравновешивающих грузов и их последующее закрепление на коленчатом валу или, что то же самое, снятие металла с балансировочных участков коленчатого вала,называется балансировкой.
Различают два вида балансировки: статическую и динамическую.
Статическая балансировка применяется в основном для деталей дисковой формы, когда диаметр балансируемой детали больше ее длины. Во всех остальных случаях применяют динамическую балансировку.
Динамическая балансировка обеспечивает большую точность уравновешенности, чем статическая. Поэтому даже детали дисковой формы, к которым предъявляются повышенные требования в отношении уравновешенности, подвергают динамической балансировке.
Динамическая балансировка проводится на специальных балансировочных станках, обычно представляющих собой системы с одной степенью свободы, подвижные части которых колеблются вокругнеподвижнойоси,определяемойконструкциейстанка.
На раме 1 станка на стойках 4 устанавливают балансируемую деталь 5.Рама связана со станиной неподвижным шарниром 2, вокруг которого она может поворачиваться, и упругой опорой 3. Вследствие этого рама может вращаться только вокруг горизонтального шарнира 2. Положение детали на раме относительножесткойопоры можно изменять.
Балансировку детали производят в плоскостях 7—7 и 77—77 в два этапа. На первом этапе плоскость 7—7 проходит через ось неподвижного шарнира 2 и балансировку производят в плоскости 77—77; на втором этапе плоскость 77—77 проходит через ось неподвижного шарнира 2 и балансировку проводят в плоскости 7—7.
Деталь приводится во вращение с помощью специального привода. Шкив 8, сидящий на валу электродвигателя 9, связан непрерывной лентой 10 со шкивом 11, закрепленным на стержне, который может поворачиваться вокруг оси, совпадающей с осью электродвигателя. Натяжение ленты регулируют, перемещая шкив 11 по стержню 6.
Для уравновешивания стержня со шкивом на стержне закреплен груз 7, положение которого фиксируется стопорным винтом. Если при включенном электродвигателе движущуюся ленту прижать к поверхности детали с помощью рукоятки 12, то вследствие трения между лентой и деталью последняя также начнет вращаться.
При достижении деталью требуемой угловой скорости с помощью рукоятки 12 привод отводят от детали.
При вращении детали центробежные силы приведенных масс оказывают динамическое воздействие, вызывая колебания рамы 1 на пружинной опоре 3. Амплитуда колебаний зависит от степени неуравновешенности детали, упругих свойств опоры 3 и режима работы.
Наибольшего значения амплитуда достигает на резонансных режимах: чем меньше жесткость опоры, тем больше амплитуда. При уменьшении жесткости опоры 3 снижается частота собственных колебаний и поэтому резонансные колебания могут возникнуть при небольшой угловой скорости детали.
Балансировку проводят или на резонансном режиме или при угловых скоростях, значительно больших резонансных.
Для полного уравновешивания детали необходимо опытным путем определить массу и положение уравновешивающих грузов в плоскостях, т. е. найти диаметральные плоскости, в которых эти грузы надо установить и определить их статические моменты относительно оси вращения детали.
Для решения этих двух задач применяют специальную измерительную аппаратуру, устанавливаемую на балансировочных станках. В ряде современных балансировочных станков устанавливается счетно-решающее устройство.
С помощью этого устройства можно определить положение уравновешивающего груза, массу которого подбирают последовательными пробами, ориентируясь на показания приборов.
Если станок применяется для балансировки одной определенной детали в крупносерийном или массовом производстве, то создают тарировочные графики для разметки шкалы измерительных приборов, по показаниям которых сразу находят массууравновешивающихгрузов.
При балансировке V-образных двигателей их рассматривают состоящими из двух цилиндровых отсеков. На каждый отсек приходится один кривошип с двумя шатунами, смещенными по оси шатунной шейки.
Для динамической уравновешенности коленчатого вала в период балансировки на шатунные шейки устанавливают грузы, равные по величине массам возвратно-движущихся частей одного отсека и двум вращающимся массам шатунов всборе.
Дисбаланс вала с маховиком для двигателя ЗИЛ-130 не превышает 70 Г-см, а для двигателя КДМ-46—не более 126 Г — см при числе оборотов 100 в минуту.


