





















































Содержание
Какими бы надежными ни были двигатели внутреннего сгорания, рано или поздно их ресурс подходит к концу. Особенно это касается ДВС старых автомобилей ВАЗ. Гильзовка блока цилиндров – одна из частых операций, которая производится в ходе капитального ремонта двигателя. В чему суть данной технологии, что она дает и как делается? Обо всем этом читайте далее в нашей статье.
О гильзе
Это неотъемлемая составляющая любого двигателя внутреннего сгорания с чугунным или алюминиевым блоком. Гильза является съемной втулкой, что устанавливается в блок цилиндров. Она выполняет роль стенок, в которых двигается поршень.
Размеры гильзы определяют рабочий объем цилиндра и камеры сгорания. Процесс установки данной втулки в блок называется гильзовкой. Операция производится после тщательной подготовки, с применением специального оборудования.
Разновидности
Существует несколько типов гильз:
Первый устанавливается в блок двигателя, который не имеет контакта с охлаждающей жидкостью.
Мокрые гильзы с одной стороны вступают в контакт с антифризом. Такие элементы оснащены специальными прокладками, которые исключают утечку жидкости из системы охлаждения и ее проникновение в цилиндр. Также данный уплотнитель предотвращает прорыв отработавших газов в СОД.
Основные требования к гильзам:
- Стойкость к механическим нагрузкам и ударам.
- Устойчивость к перепадам температур.
- Коррозионная защита.
При подборе данных элементов, обращают внимание на толщину стенок цилиндров, их эллипсность и конусность. Учитываются допуски под расточку гильзы после ее установки в двигатель.
Характеристика работ
Что это за операция? Гильзовка блока цилиндров – это комплект работ при капитальном ремонте, который подразумевает устранение дефектов ДВС, что образовались в процессе его эксплуатации. Еще один схожий вид работ – расточка цилиндров.

Операция позволяет восстановить нужные параметры зазоров относительно стенок цилиндра путем снятия некоторого слоя металла. Расточка производится до определенного ремонтного размера.
В каких случаях применяется?
Гильзовка блока цилиндров используется в тех случаях, когда глубина дефектов стенок не позволяет произвести расточку. То есть, повреждения настолько велики, что их невозможно подогнать под последний ремонтный размер. Некоторые двигатели изначально не предназначены для установки поршней ремонтного размера. В таком случае блок восстанавливается путем гильзовки.
Почему появляются задиры?
Причин этому явлению несколько:
- Естественный износ. В данном случае задиры возникают не раньше, чем через 200 тысяч километров. Нередки случаи, когда дефекты отсутствовали спустя 500 и более тысяч километров.
- Несвоевременная замена масла или езда с низким уровнем. В результате, теряется эластичность пленки и двигатель работает «на сухую». Кольца трутся о поверхность стенок, образовывая задиры. Специалисты рекомендуют производить замену масла каждые 10 тысяч километров.
- Нарушение температурного режима двигателя. Это может спровоцировать не только царапины на стенках цилиндров, но и дефекты головки блока.
- Проникновение в камеру инородных предметов. Это может быть пыль от грязного воздушного фильтра. Иногда – металлическая стружка от забитого масляного фильтра. Чтобы не допустить этого, меняйте данные расходники раз на 10 тысяч километров.
- Использование топлива с ненадлежащим октановым числом. Может повлечь за собой детонацию, задиры и прогар клапанов.
Особенности
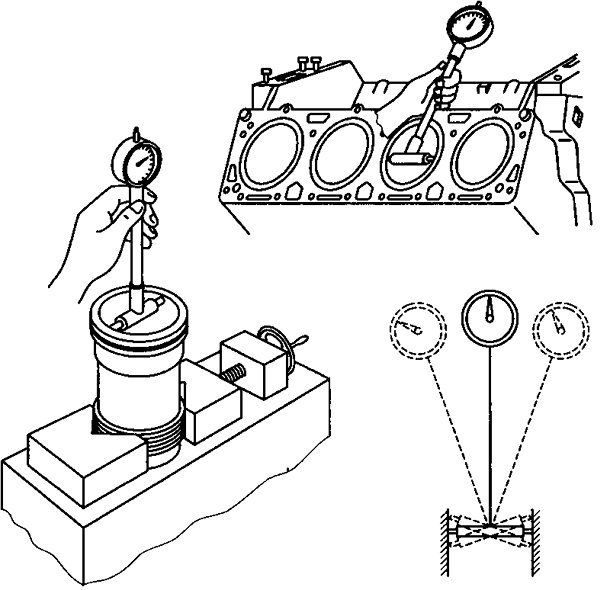
Процедура замены мокрых гильз на порядок проще, нежели сухих. Не обязательно менять все элементы. Достаточно заменить лишь одну поврежденную гильзу. Количество изношенных гильз и их состояние определяется нутромером.
Что касается типа материала, здесь есть свои отличия. Так, гильзовка чугунного блока цилиндров выполняется втулками из легированного чугуна. Но постепенно производители переходят на алюминиевые блоки.
Ярким примером тому служит «Фольксваген» и «Шкода». Гильзовка алюминиевого блока цилиндров производится втулками на основе данного металла с добавлением дополнительных компонентов.
Это позволяет создать устойчивое покрытие на стенках.

Перед запрессовкой втулок в обоих случаях выполняют расточку цилиндров. В ходе данной операции мастер создает правильную геометрию посадочного гнезда для гильзы. В случае малейших отклонений возможно образование эллипса. Из-за этого могут возникать задиры, жор масла и низкая компрессия на только что отремонтированном моторе.
Далее переходят к гильзовке блока цилиндров. Операция выполняется «на горячую», в несколько этапов. Сначала блок цилиндров нагревают до температуры 150-160 градусов Цельсия. Затем берут гильзу и охлаждают ее.
Элемент обрабатывают в жидком азоте при температуре -195 градусов. На следующем этапе гильзу покрывают спецсредством, которое не позволит конденсату образовываться на стенках. После этого охлажденную втулку помещают в горячий блок.
За счет разницы температур, втулка идеально входит в свое посадочное гнездо.
Данный метод гильзовки блока цилиндров является самым быстрым и оптимальным по качеству. В результате работ удается достичь высокой плотности посадки и нужного натяга в месте соприкосновения втулки с блоком.
Альтернативная технология
Вышеописанный метод подразумевает предварительную расточку блока. Но существуют блоки (это касается алюминиевых), которые не растачиваются перед установкой гильз. Как поступают в таком случае? Гильзовка блока цилиндров сопровождается нанесением герметика в посадочное гнездо.
Далее втулка запрессовывается на специальном станке. Температура гильзы и блока одинаковы. Качественная гильзовка позволяет эксплуатировать ДВС на протяжении 150 тысяч километров при условии своевременной замены масла.
Сколько стоит?
Цена гильзовки блока цилиндров может существенно отличаться. Обычно в эту стоимость включают работы по расточке с хонингованием цилиндров. Так, для автомобилей марки ВАЗ весь комплект работ стоит 5 тысяч 300 рублей без учета самих втулок.

Гильзовка ДВС УАЗа – 6 тысяч 500 рублей. Для ГАЗелей с моторами ЗМЗ данная услуга составляет 4 тысячи 300 рублей. Для двигателей «Камминз» – на 2 тысячи дешевле. Что касается иномарок, стоимость гильзовки чугунного блока (без расточки и хонингования) составляет 2 тысячи 300 рублей за один цилиндр. Те же работы, но с алюминиевым блоком на 200 рублей дороже.
Где производится гильзовка блока цилиндров? СПб и Москва – не единственные города, в которых предлагается данная услуга. Найти хорошего мастера по гильзовке можно и в гораздо меньших населенных пунктах.
Хонингование
Ранее мы упомянули о такой процедуре, как хонинговка. Эта операция призвана уменьшить шероховатость стенок цилиндров. Благодаря хонингованию улучшается приработка поршневых колец и увеличивается ресурс отремонтированного двигателя.

Производится данный процесс в несколько этапов:
- Черновая обработка цилиндров. В данном случае мастер использует крупный абразив.
- Финишная обработка. В ходе операции используется мелкозернистый абразив, что дает возможность получить высокую точность обработки. В качестве абразива применяются керамические или алмазные бруски. Последние отличаются высокой надежностью и долговечностью. Поэтому обработка керамическими брусками уходит в прошлое.
- Мойка двигателя. В ходе этого этапа удаляются остатки полировочной пасты и металлическая стружка. Не заржавеет ли металл? Все элементы ДВС выполнены из высокостойких к коррозии сплавов.
- Финишная чистка. Используется не всеми мастерами, но позволяет удалить старые впадины и углы, что образовались в процессе хонингования. Так достигается высокая гладкость поверхности цилиндров.
Заключение
Итак, мы выяснили, что такое гильзовка блока цилиндров двигателя и по какой технологии она производится. Расточка блока – не обязательная мера. Но благодаря ей можно идеально подогнать втулку по размерам. Поэтому многие мастера осуществляют расточку, хонингование и гильзовку в комплексе.
Ремонт гильз цилиндров своими руками
Состояние гильз цилиндра в значительной мере определяет ресурс двигателя. В переводе с нем. гильза – оболочка. А для того, чтобы понять в каких случаях производится ремонт гильз цилиндров, и что он собой представляет, разберемся с тем, какой бывает гильза цилиндра.
На современных легковых автомобилях применяются две группы гильз:
- «мокрые» гильзы — данный тип гильз конструктивно соприкасается с охлаждающей жидкостью двигателя. Комплектуются уплотнительными прокладками для предотвращения попадания газов в охлаждающую жидкость и наоборот. Гильза цилиндра этой группы более ремонтопригодная.
- «сухие» гильзы – гильза цилиндра данной группы в некоторых двигателях заливается в блок при изготовлении. Естественно, они не соприкасаются с охлаждающей жидкостью, отсюда и название.

Основными свойствами, которыми должна обладать гильза цилиндра, являются: износостойкость, прочность, высокая антикоррозийная устойчивость. Конструктивные особенности гильз должны обеспечивать надёжность уплотнений в местах стыка гильзы с ГБЦ и блоком цилиндров.
Как правило, восстановление ресурса двигателя возможно при помощи метода гильзования. Для этого производителем предусмотрены ремонтные гильзы (втулки). Согласитесь, что ремонт блока цилиндров, ремонт ГБЦ и ремонт гильз цилиндров, это намного более дешёвая процедура, чем покупка нового двигателя.

Ремонт гильз цилиндров в блоках из разных материалов (чугун, алюминий) отличается по своей технологии.
- «сухие» гильзы, как правило, устанавливаются способом термической обработки, или устанавливаются холодным способом, т.е. с применением специализированного оборудования.
- «мокрые» гильзы проще поддаются ремонту, так как вставляются и удаляются при ремонте блока цилиндров, вручную.

Не является обязательным условием при ремонте гильз, их замена во всех цилиндрах. Во время диагностики цилиндров блока выявляется, какая гильза цилиндра требует ремонта (замены).
Реконструкция блока цилиндров
Этот процесс начинается с расточки цилиндров под гильзы. На качество расточки очень сильно влияет ресурс ремонтируемого двигателя. Расточка блока позволяет добиться как необходимого размера, так и правильной геометрии гнёзд.
Если расточка проведена неправильно, то эллипсоидная геометрия гнезда, после гильзования передастся самой гильзе. Для придания точности и необходимой гладкости поверхности гнёзд, после расточки их подвергают хонингованию.
- Процедура гильзования
- Если с «мокрыми» гильзами процедура гильзования более менее понятна, в силу конструктивных особенностей, то гильзование «сухих» гильз цилиндра вам вряд ли удастся провести своими руками в гараже.
-

Горячее гильзование производится с учетом разницы температур. Блок цилиндров нагревается при помощи газовой горелки до температуры 120-1500. После этого в подготовленное гнездо вставляется охлаждённая гильза.
Монтажу гильзы цилиндра предшествует её обработка специальным составом для избавления от водяного конденсата. Метод горячего гильзования «сухих» гильз цилиндра является самым качественным.

В силу особенностей структуры материала цилиндры блоков, выполненные из галникала, не поддаются расточки. Поэтому в такие блоки цилиндров при ремонте производится запрессовка алюминиевых гильз.
Форма. Конусность и эллипсность гильзы не должна выходить за пределы 0,02 мм. Разность толщины стенки не должна превышать 0,01 мм.
Поверхность. Шлифовка поверхности гильзы цилиндра выполняется не ниже 8-10 класса точности, иначе через некоторое время вам вновь понадобится ремонт двигателя.
Выбор гильз. Ремонтные гильзы выбираются по каталогу с учетом припуска для последующей расточки. Допустимый разнос может быть не более 0,5 мм.
Удачи вам при проведении ремонта гильз цилиндров.
- Андрей
- Распечатать
Сервис! Качество! Цена!

Расточка – не самый подходящий способ восстановления для этого мотора.

Двигатель Mercedes m272. Цилиндры алюсил.
Технологии гильзовки блоков из чугуна и алюминия имеют существенные отличия. Необходимо учитывать разную прочность материалов, коэффициенты теплового расширения и конструкцию.
Гильзовка блока Chevrolet Epica X25D1 2.5л. Цилиндры выполнены по технологии Silumal. Стенка цилиндра очень тонкая, ошибка в натяге или толщине гильзы и блок цилиндров лопнет.
Блок двигателя необходимо измерить перед изготовлением ремонтных гильз: после расточки под их установку толщина стенок цилиндров должна быть достаточной для сохранения прочности блока. Определяется способ фиксации гильзы: с буртом или без.
Также следует учитывать совместимость материала новой гильзы и поршневых колец. Если кольца работали по никасилу, обязательна их замена на кольца под чугунные цилиндры. При гильзовке алюминиевых блоков учитывается разное тепловое расширение алюминиевого блока двигателя и ремонтной гильзы.
Чтобы в процессе работы не нарушался тепловой контакт между гильзой и блоком, гильза должна устанавливаться с натягом около 0,05—0,07 мм, в зависимости от конструкции. В чугунных блоках величина натяга составляет 0,03-0,05. Учитывают тепловой зазор между поршнем и гильзой.
При использовании чугунной гильзы вместо алюминиевой его увеличивают.

Двигатель Honda, B20. Повреждение – трещина между цилиндрами. Гильзованы 2цилиндра. В блок установлены распорки для повышения жесткости.
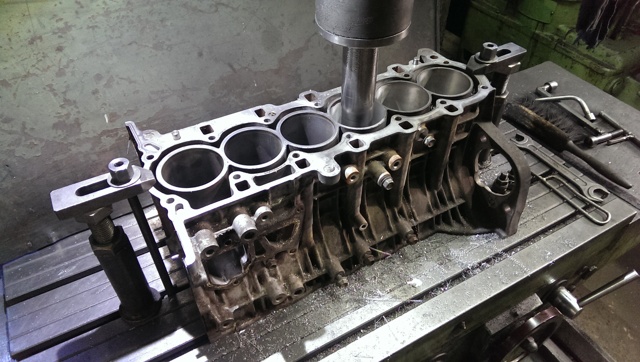
Гильзовка двигателя выполняется в следующем порядке:
После хонинговки остается промыть блок и он готов к сборке.
Как выполнить гильзовку блока цилиндров своими руками?
Краткое содержание статьи:
- Гильза и ее виды
- Методика выполнения работ
- Гильзование горячим методом
- Гильзование запрессовкой

По дорогам нашей необъятной страны колесит огромное количество стареньких автомобилей, ремонт двигателей которых производился не один раз. Без разницы, какой марки и модели наше транспортное средство, отремонтировать его можно своими руками, сэкономив на этом не только деньги, но время. Автомобили без явного ремонтного резерва наши умельцы восстанавливают методом гильзования. В данной статье мы разберемся, как выполняется гильзовка блока цилиндров своими руками.
Гильза и ее виды
Одной из составных частей любого мотора является гильза. Она представляет собой вставку из металла, внутри которой располагается поршень. От объема данного элемента зависит рабочий объем силового агрегата автомобиля.
Как и все механические составляющие детали в двигатели, гильза нуждается в периодическом ремонте, который называется «гильзование». Такой процесс требует от человека особых навыков и знаний. Данная процедура выполняется в том случае, когда износ гильз превышает предусмотренные изготовителем ремонтные размеры.
На сегодняшний день производителями легковых автомобилей устанавливается следующие типы гильз:
- Мокрые – имеют точку соприкосновения поверхности с охлаждающей жидкостью и располагаются в «рубашке охлаждения». Такой вид гильз обеспечивает хороший теплообмен, однако картеры с ними имеют меньшую жесткость. Мокрые гильзы лучше поддаются ремонту, а произвести их замену можно собственноручно.
- Сухие – представляют собой цельную конструкцию с блоком и монтируются в него еще на заводе изготовителе. Они не контактируют с охлаждающей жидкостью, вследствие чего и получили такое название. Заменить гильзы такого вида довольно сложно. Гильзование выполняется профессионалами с применением специального оборудования.
Покупая на рынке или в специализированном магазине гильзы, следует учитывать некоторые немаловажные моменты:
- Разница толщины стенки в разных местах гильзы не должна превышать 0.02 мм;
- Чистота внешней поверхности гильзы должна иметь 8-10 класс;
- Покупать гильзу необходимо с припуском, т.к. в дальнейшем будет выполняться расточка.
Методика выполнения работ

Перед гильзовкой нужно с помощью нутромера выполнить специальную диагностику, результаты которой скажут, необходим ли ремонт вашему двигателю. В зависимости от вида гильз применяют различные технологии ремонта. Чаще всего – это запрессовка и горячее гильзование. Также, для чугунных блоков двигателя следует использовать гильзы из чугуна, а для алюминиевых блоков соответственно из алюминиевых сплавов.
Первым шагом перед началом гильзования является расточка цилиндра (кроме цилиндров из галникала), при которой нужно выдержать правильную форму паза для гильзы. Следующий шаг – это хонинговка пазов, после чего идет уже гильзование.
Гильзование горячим методом
Такой метод можно считать самым качественным. В его основе лежит использование различия температур элементов. Втулка обрабатывается специальным средством во избежание появления конденсата на деталях двигателя. Блок разогревается до 150С0 после чего в гнездо вставляется охлажденная жидким азотом втулка.
Гильзование запрессовкой
Гильзы сухого типа устанавливать в блок методом запрессовки профессионалы не рекомендуют. Данный метод осуществим лишь при небольшом значении натяга 0,05 мм и меньше.
Кроме этого гильзу приходится делать толстой, иногда до 4 мм, чтобы избежать искажения во время самого процесса запрессовки.
Также существует риск искажения гильзы во время работы двигателя из-за остаточного напряжения внутри, которое образуется при данном методе.
Гильзовка блока Porsche Cayenne:
Центр МОТОР−М
Гильзовка.
Стоимость в Центр МОТОР
«Двигатель «одноразовый», ремонтировать нельзя, только менять (двигатель в сборе, «шорт-блок» или блок цилиндров)…» – чаще всего такое можно услышать про алюминиевые блоки современных двигателей «Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс»), «БМВ», особенно про блоки цилиндров с «никасилевым» покрытием («nicasil») или «алюсилевые» («alusil») (другое название: силумалевые – «silumal»).
Аргумент такой – гильзовка чугунными гильзами алюминиевого блоа цилиндров не предусмотрена заводом-изготовителем и поэтому такой блок работать не будет, гильзовка невозможна.
Между тем, сами фирмы так не считают, например в «БМВ» совершенно спокойно перешли с никасилевого покрытия на двигателях серии M52 на чугунные залитые гильзы на двигателях серии M54 (и продолжают их использовать в дизельных двигателях серии N57), а на двигателях серии N52 применяют технологию заливки алюсилевого блока гильз в магниевый блок цилиндров, «Ауди», «Фольксваген» и «Хонда» также используют все эти варианты (в последнее время, кстати, все чаще применяются именно чугунные гильзы).
Причины отказа от гильзвки блока чугунными гильзами: снижение стоимости изготовления и уменьшение веса, простота переработки при утилизации.
На то, что при этом уменьшается ресурс (двигатель с чугунными гильзами намного жестче и дольше сохраняет геометрию цилиндров), изготовитель редко обращает внимание (кстати, переход с никасилевого покрытия на двигателях серии М52 на чугунные гильзы в двигателях серии М54 у «БМВ» был вызван именно многочисленными нареканиями на малый ресурс).
Между прочим, стоит это иметь в виду при покупке контрактного двигателя б/у: прошло время чугунных «миллионников», сейчас уже хорошо, если двигатель с алюминиевым блоком выхаживает 200 тыс. километров.
«Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс») спокойно используют чугунные гильзы в алюминиевых блоках уже много лет, при этом для большинства двигателей расточка под ремонтные поршни не предусмотрена (многие даже разбирать нельзя – только замена «шорт-блока»). Между тем абсолютно все блоки можно отремонтировать при помощи гильзовки блока без ухудшения их потребительских качеств, и прилично сэкономив.
2. Некоторые особенности гильзовки алюминиевых блоков цилиндров
Гильзы с буртами или без?
Основная проблема при гильзовке алюминиевого блока цилиндров чугунными гильзами – разный коэффициент расширения алюминия и чугуна.
Чтобы компенсировать ослабление посадки гильзы в блоке при нагреве двигателя до рабочих температур гильза изначально устанавливается в блок с большим натягом, а чтобы исключить возможность подвижности гильзы в цилиндре даже при больших перегревах гильза выполняется с буртом (с «шляпкой»), которая зажимается между блоком и головкой (см. рис.1).
Если устанавливать гильзу без бурта (см. рис.2), то гарантировать, что она не сдвинется после гильзовки, невозможно (кстати, такое часто случалось со старыми бензиновыми двигателями V-8 «Ленд-Ровер»).
А как с поршневыми кольцами – ведь материал цилиндра поменялся?
Теперь о том, что касается взаимозаменяемости поршневых колец для различных блоков. Есть простые правила: – кольца для «никасила» не подходят для чугунных гильз (слишком мягкие, быстро стираются), требуется подбор колец от двигателей с чугунными цилиндрами (возможно, с доработкой канавок под кольца на поршнях)
– кольца для «алюсила» вполне можно использовать для чугунных гильз.
А что такое вообще – «никасил» и «алюсил» («силумал»)?
Немножко подробнее о том, что такое «никасил» и «алюсил», а также общие мысли о расходе масла современными двигателями: «никасил» – очень твердое и тонкое (0,2…0,3 мм толщиной) гальваническое покрытие на стенках цилиндра (внешне блестящее, с рисками от хонинговки – очень похоже на обычную чугунную гильзу).
Вся проблема в том, что при истирании (а такое не редкость, например, на турбодизелях 2,5 л «Фольксваген-Транспортер», «Фольксваген-Туарег») происходит моментальный прихват поршня к стенкам цилиндра и заклинивание двигателя.
Кроме того, нередки случаи, когда никасилевое покрытие внешне выглядит идеально, но при этом оказывается вмятым в стенки цилиндра (особенно в верхней части цилиндра, где поршень «перекладывается»).
Цилиндричность нарушается, поршни и поршневые кольца перестают нормально работать – отсюда повышенный расход масла и стуки (особенно на «холодную»). «Никасил» полностью удаляется при расточке блока под гильзы.
«Алюсил» («силумал») – специальный алюминиевый сплав, из которого сделан цилиндр (внешне матовый и гладкий). Есть два варианта: весь блок цилиндров сделан из такого сплава или же блок из более дешевого (или более легкого (например, магниевого) – смотря какие цели ставятся) материала гильзуется гильзами из «алюсила».
Вся хитрость в том, что алюминий почти полностью химически удаляется с поверхности специальной пастой при окончательной обработке цилиндра, поршневые кольца скользят по микрочастичкам кремния, а в микропорах между ними задерживается масло, исключая сухое трение (в чугунных цилиндрах для этого на стенки при окончательной обработке наносят специальные риски – процесс хонингования). И здесь есть проблема – как исключить прихват поршней к стенкам цилиндров? Раньше юбки поршней подвергали «железнению» (покрытию частичками железа), можете сами проверить – к поршням таких двигателей, например, как «Мерседес-Бенц» серии М116, М117, М119, М120, «БМВ» серии М70, М72, притягивается магнит, покрытие было очень стойким к истиранию.
Сейчас технологии шагнули далеко вперед, поэтому используется покрытие, подобное «тефлону» (да-да, как на сковородках!). И все бы хорошо, только современные двигатели очень любят кушать масло (расход в 1..1,5 л на 1000 км уже официально считается дилерами нормой).
На это тоже есть свои причины: все производители очень озабочены снижением механических потерь, поэтому усилие разжима поршневых колец делают все меньше и меньше, кольца оставляют больше масла на стенках (кстати, постоянный долив масла позволяет дилерам еще и увеличить межсервисные интервалы до его замены).
Получается следующая цепочка: масло сгорает – образуется нагар – абразивные частицы нагара стирают покрытие на поршнях (так же, как стирается покрытие на сковородках) – происходит прихват поршня к стенкам цилиндра – задиры, разрушение. Например, этим страдают бензиновые двигатели 4,8 л «Порше-Кайен» (у нас были экземпляры с пробегом всего около 70 000 км).
Гильзовка. Стоимость в Центр МОТОР
Восстановление двигателя: Спасительные гильзы – Автоцентр.ua
В Украине эксплуатируется огромный парк подержанных иномарок, двигатели которых пережили не один капремонт. Те из них, что уже исчерпали ремонтный ресурс, в большинстве случаев могут быть восстановлены методом гильзования. О нем и поговорим.
В Украине эксплуатируется огромный парк подержанных иномарок, двигатели которых пережили не один капремонт. Те из них, что уже исчерпали ремонтный ресурс, в большинстве случаев могут быть восстановлены методом гильзования. О нем и поговорим.
Изношенный цилиндр можно восстановить путем установки ремонтной втулки (гильзы). Данный способ применяют и тогда, когда в цилиндре образовались глубокие задиры или пробоины, при наличии которых традиционные расточка и хонингование неэффективны.
Ремонт методом гильзования обходится дешевле покупки нового мотора.
Для восстановления двигателей с чугунными блоками применяют втулки из износостойких легированных чугунов, а с цельноалюминиевыми, как правило, – специальные алюминиевые гильзы. Основные технологические приемы ремонта блоков из разных материалов схожи и отличаются лишь в деталях.
Сухие и мокрые
По способу установки различают «сухие» и «мокрые» гильзы. «Сухие» непосредственно не контактируют с охлаждающей жидкостью и держатся в блоке за счет сил трения (устанавливаются в предварительно расточенные гнезда изношенных цилиндров с натягом). Они монтируются термическим способом или запрессовываются «на холодную».
Гильзы второго типа омываются охлаждающей жидкостью и могут вставляться в блок (удаляться из него) вручную. Это упрощает процедуру ремонта мотора и позволяет осуществить его даже в «полевых» условиях.
Расточка
Восстановление блока начинается с расточки изношенных цилиндров под гильзы.
От качества этой операции в дальнейшем зависит ресурс восстанавливаемого двигателя.
При растачивании блока следует, кроме нужного размера, добиться правильной геометрии и необходимой степени чистоты поверхности гнезд, иначе возникшие при обработке искажения цилиндрической формы (конусность, бочкообразность и т. д.
) после гильзования автоматически передадутся гильзе.
Для устранения нежелательных отклонений при дальнейшей обработке (хонинговании) придется снимать значительный слой металла, что уменьшит механическую прочность гильзы (толщина ее стенок, как правило, не превышает 1,7–2,0 мм).
Кроме того, после установки гильзы в некачественное гнездо между блоком и стенкой гильзы могут образоваться воздушные пазухи, ухудшающие отвод тепла от поршня.
Вот почему при использовании станков невысокого класса точности геометрию расточенных гнезд перед гильзованием приходится исправлять хонингованием.
Внимание! Обработку чугунных блоков не следует производить на станках с магнитным столом. Неизбежное при этом намагничивание частей блока приводит к «прилипанию» металлической стружки, что впоследствии ускоряет износ мотора.
Гильзование
Существует два метода монтажа «сухих» гильз в блоке – с предварительной термообработкой и запрессовкой «на холодную».
В первом случае гильзу устанавливают с натягом 50– 80 мкм, обеспечив разность температур деталей.
Для этого блок нагревают «мягким» пламенем газовой горелки до 120–150 градусов, выжидают 15–20 минут для равномерного распределения тепла в теле блока, а затем вставляют в него охлажденные в жидком азоте гильзы.
После выравнивания температур блока и гильз последние намертво «схватываются» с блоком. Гильзу следует вставлять на место аккуратно, но быстро. При заминке она может на полпути «прихватиться» к блоку, и ее придется высверливать.
Перед установкой охлажденных гильз в гнезда последние обрабатывают специальным составом для удаления водяного конденсата. Обычное масло использовать нельзя. Его остатки в работающем двигателе превратятся в смолу, которая, являясь теплоизолятором, будет способствовать перегреву цилиндров.
Устанавливать «сухие» гильзы «на холодную» ремонтники-профессионалы не рекомендуют. Во-первых, это возможно лишь при небольших натягах (до 0,05 мм), во-вторых, гильзу приходится делать толще (2,5–4 мм), иначе ее покоробит при запрессовке.
При дальнейшей обработке для устранения неизбежных нарушений геометрии гильзы придется увеличивать слой снимаемого металла. Кроме того, при рабочей температуре мотора возможна деформация гильз из-за остаточных внутренних напряжений, возникших при запрессовке.
Хонингование
После гильзования цилиндры хонингуют под размер конкретных поршней. Одновременно устраняются дефекты (эллипсность, конусность, бочкообразность и т. д.), возникающие после установки гильзы.
Рабочей поверхности придается определенный профиль – сетка рисок глубиной около 0,01 мм, прорезанных в поверхности и нанесенных под углом 20–60 градусов.
Сетка необходима, чтобы масляная пленка лучше удерживалась на поверхности цилиндра, что уменьшает трение в паре поршень – цилиндр.
Завершает обработку гильзы крацевание – операция, при которой с канавок хонинговочной сетки устраняются острые кромки (заусенцы), выступающие внутрь гильзы. Крацевание осуществляется нейлоновыми щетками, насыщенными карбидом кремния. При этом диаметр цилиндра увеличивается не более чем на 2 микрона.
Технология установки гильз в расточенный блок термическим способом
Особенности «алюминия»
Цельноалюминиевые блоки восстнавливают, как правило, используя специальные гильзы. Так, в цилиндры из алюминиевого сплава локасила могут быть запрессованы алюминиевые гильзы с высоким содержанием кремния (20–27 %).
Цилиндры блоков из сплава галникала изнутри покрыты никелем, вследствие чего их расточка не допускается и ремонтных поршней не существует. В такие блоки устанавливаются алюминиевые гильзы с последующей расточкой под стандартные поршни.
В цельноалюминиевые блоки могут устанавливаться и чугунные гильзы. Такой способ ремонта обеспечивает неплохие результаты и обходится дешевле.
Суровые требования
Наружная поверхность гильзы должна быть отшлифована до 8–10 класса чистоты поверхности. Конусность и эллипсность гильзы не должны превышать 0,02 мм, разность толщины стенок – не более 0,1 мм.
Готовые гильзы подбирают по каталогу так, чтобы припуск диаметра на последующую расточку под поршень был в пределах 0,3–0,5 мм, а минимальная толщина стенки после запрессовки и расточки оказалась не менее 1,5 мм (для новой гильзы она составляет 1,8–2,0 мм).
Стоимость* работ по гильзованию, грн.
Диагностика блока
30
Гильзование алюминиевого блока (за 1 цилиндр)
195
Гильзование чугунного блока (за 1 цилиндр)
65
Хонингование сухой гильзы (цилиндра) (за 1 шт.)
55
Хонингование мокрой гильзы (за 1 шт.)
75
Хонингование гильз алюминиевого блока, (за 1 цилиндр)
330
Хонингование чугунного блока, (за 1 цилиндр)
55
Дефектоскопия блока цилиндров
110
* В Киеве
Владимир Корницкий Фото Владислава Бойко
Редакция благодарит СП «В.М.С.» за помощь в подготовке материала
Гильзовка и шлифовка блока цилиндров – для чего эта операция?
Всем более-менее опытным автомобилистам, должно быть известно, что такая, на первый взгляд, незначительная деталь как головка блока цилиндров (ГБЦ) – довольно своеобразная часть двигателя транспортного средства, детали и системы которой тесно связаны между собой. Конечно, при таком взаимодействии, поломка одной части системы, очень часто, является следствием более серьезного дефекта в другой. К примеру, в случае обнаружения выхода из строя прокладки головки (пропускает масло), кроме непосредственной ее замены, рекомендуется также найти причину, повлекшую за собой появление данной неполадки. А она может скрываться даже в мелочах: например, незначительный перегрев мотора поспособствовал деформации ГБЦ, вследствие чего прогорела прокладка.
Иными словами, что бы точно установит связь между возможной причиной и ее следствием, стоит провести полную диагностику состояния головки блока. Вполне возможно, обнаружится нарушение сопряжения блока цилиндров с плоскостью ГБЦ и тогда без шлифовки (фрезеровки) обойтись не получится. Более детальную информацию об этом процессе, Вы сможете получить дочитав до конца данную статью.
1. Что такое «гильза цилиндра»? Характеристика детали
Гильза цилиндра – составляющая часть его блока, которая представлена в виде металлической вставки. Свое названия деталь получила исходя из функционального предназначения, так как в переводе с немецкого языка «hylza» означает «оболочка», а из-за размещения внутри нее поршня, она таковой и является. Заметьте, рабочий объем двигателя вычисляется именно исходя из значения объема гильзы цилиндра.
Будучи обычной механической составляющей, разумеется, она не есть исключением и как любая другая деталь подвержена поломкам и износу. В таких случаях, требуется ремонтное вмешательство, представляющее из себя довольно непростые действия, успешность которых зависит от определенных знаний и навыков.
К ремонту гильз приступают в плановом порядке (прописано производителем в технической документации), или же преждевременно, когда из-за сильного износа приключилась поломка.
Что бы правильно определить граничный срок ремонта, необходимо владеть информацией о марке, модели транспортного средства и о его стандартном пробеге.
На сегодняшний день выделяют два вида гильз:
• Так называемые «мокрые» гильзы – легче всего поддаются ремонту. Их особенность в расположении: внешняя часть постоянно соприкасается с охлаждающей жидкостью, а что бы она не протекала, устанавливают специальные прокладки (сальники), которые, также, не допускают смешивания газов сгорания и антифриза двигателя.
• «Сухие», напротив, вмонтированы в блок цилиндров и являют собой единую конструкцию, что немного утрудняет ремонтный процесс (приходится раскручивать часть мотора).
Также, как и при производстве, ремонт гильз блока цилиндров имеет свой список определенных требований. К ним относятся: устойчивость материала к коррозии; необходимость использования металла с повышенной износостойкостью; обеспечение прочности с учетом воздействия высоких температур и давления.
В ходе проведения ремонтных мероприятий, стоит помнить о необходимости создания высокого уровня надежности в местах стыка гильзы и блока цилиндра. В основном, лучше всего в требованиях к ремонту этих деталей, разбираются специалисты сервисного центра, однако, владельцу машины, дополнительная информация касательно данного процесса, тоже не помешает.
Чаще всего, в целях экономии, автолюбители сами покупают необходимый ремкомплект, а в этом деле, важно уметь сделать правильный выбор. Выбирая сменные детали, обратите внимание на их форму: размеры конуса и эллипса не должны сильно отличаться (максимум 0,02 мм), а разница толщины стенок обязана не превышать 0,01 мм.
Класс выполнения точности поверхности должен находиться в пределах 8-10.
При покупке гильзы блока, можете просмотреть каталог производителя (имеется в большинстве автомагазинов), в котором описаны все необходимые данные о параметрах выбранной детали.
2. Особенности ремонта гильз цилиндров
Обычно, справиться с поломкой двигателя помогает метод гильзования, для которого производители предусмотрели специальные сменные втулки (гильзы). Разумеется, что любые ремонтные действия, будь то ремонт ГБЦ, блока цилиндров или ремонт гильз цилиндров, обойдутся владельцу автомобиля намного дешевле, нежели покупка нового силового агрегата.
Одни специалисты утверждают, что менять только одну или две гильзы нельзя, а нужно произвести замену сразу всех таких деталей. Другие, наоборот, уверяют в необязательности такого условия и рекомендуют менять только те, которые за результатами диагностики были признаны испорченными.В любом случае, обратившись в сервисный центр, с помощью специального прибора нутрометра, Вы сможете узнать толщину стенок гильз, после чего, исходя из степени изношенности, можно принимать решение о необходимости замены.
Дальнейший процесс замены, полностью зависит от вида установленных гильз – от того «мокрые» они или «сухие». Первые – менее требовательны к любым ремонтным мероприятиям, при чем, для этого совсем не обязательно иметь соответствующий набор инструментов (достаточно будет правильно растущих рук).
Второй вариант, как правило, может устанавливаться двумя способами: холодным или способом термической обработки, которые требуют наличия специализированого оборудования.
Технология ремонта гильз цилиндров, зависит от материала с которого они сделаны и будет разной для чугунных и алюминиевых деталей.
3. Технология проведения процесса «гильзовки»
Ремонт цилиндров способом гильзирования, в наше время, подходит практически любому двигателю, а в зависимости от материала детали, отличается только метод проведения ремонтных работ.
Ну, например, чугунные блоки гильзуются путем применения вставок из легированного чугуна, а для блоков, изготовленных из алюминия, используют вставки сплава этого материала с различными специальными присадками.
На начальном этапе, проводят растачивание цилиндров. Это очень ответственный и довольно сложный процесс, требующий идеального соблюдения всех размеров расточки и геометрии гнезд. Если, к примеру, эллипс окажется слишком большим, то он передаст это и гнезду, что, в свою очередь, отразится на работе поршня в целом. В любом случае, с неправильной формой эллипса, цилиндр долго работать не сможет. После расточки, с целью соблюдения требуемого ремонтного размера и точности поверхности цилиндров, проводится хонингование (абразивная обработка), а в последнюю очередь, используя новые гильзы, выполняют гильзирование.
Если, благодаря конструктивным особенностям «мокрых» гильз, процесс гильзирования более-менее понятен (можно вручную вытянуть старую деталь и на ее место установить новую), то с заменой «сухих» гильз цилиндра все не так просто и осуществить процедуру в «домашних условиях», у Вас вряд ли получится. Тут, чаще всего, специалисты используют метод горячего гильзирования, который применяется с учетом разницы температурных показателей втулки и блока. Для этого, с помощью газовой горелки, блок цилиндров нагревают до 120-1500 , после чего в подготовленное раскаленное гнездо помещают предварительно охлажденную в жидком азоте гильзу. Перед установкой, она подвергается обработке специальным составом, которое, при монтаже, препятствует появлению влажного конденсата. Естественно, благодаря максимально качественному взаимному притягиванию материалов, такой метод является самым эффективным.
Кроме чугунных и алюминиевых деталей, иногда можно встретить цилиндры, состоящие из сплава галникала, покрытого внутри никелем. Такой материал не растачивается, поэтому при вставке алюминиевых гильз проводят прессование. Оно проходит в несколько этапов: блок разогревают; гильзу погружают в азот; в гнездо напыляется герметик; втулку помещают в нужное место и запрессовывают.
Гильзировка цилиндров является самым распространенным видом капремонта мотора, поэтому владельцу машины не помешает знание основных моментов этого процесса. Кроме того, стоит ответственно подойти к выбору автосервиса и специалистов, непосредственно связанных ремонтными работами.
4. Когда нужна шлифовка ГБЦ
Шлифовка головки блока цилиндров – довольно распространенный процесс. Его часто проводят после каждого снятия головки с мотора машины. Делают это для ликвидации всех неровностей ГБЦ, в результате чего она должна лучше прилегать к блоку.
Если этого не сделать, оставив деталь в деформированном состоянии, то с большой долей вероятности можно утверждать, что она не сможет плотно прижаться к стенкам блока, а значит горячие газы будут свободно выходить из-под прокладки, в следствии чего, последняя быстро прогорит.
Чаще всего, к искривлению головки приводит либо сильный перегрев двигателя, либо неправильная затяжка. Допустимой нормой данного явления, при которой можно не спешить совершать шлифовку, есть показатель 0,05 мм (такая величина приемлема даже для новых силовых агрегатов с минимальными зазорами).
Одним из признаков необходимой шлифовки является прогоревшая прокладка, находящаяся под головкой блока цилиндров. Выход из строя этого элемента, заметен по следующим показателям: двигатель закипает, пузыри попадают в радиатор, а в случае сильного прогара прокладки, антифриз может попасть в блок мотора и как результат объем масла увеличивается, приобретая грязно серый цвет.
Кроме того, шлифовка нужна в следующих случаях:
Нарушена геометрия. При локальных перегревах ГБЦ, которые довольно часто никак не проявляют себя в ходе работы мотора (так как головка хорошо прикреплена к блоку), в головке все же возникает напряжение, ведущее при ее снятии к деформации. Это объясняется нарушением прочности конструкции и появлением изменений плоскости ГБЦ.
После проведения сварочных работ.
В ходе ликвидации трещин головки блока цилиндров, применяют сварку, локально нагревающую ГБЦ, что и приводит к изменению ее формы. А еще, в результате применения сварочных работ, на поверхности детали появляются сварочные швы, которые легко убираются с помощью шлифовки.
В процессе тюнинга двигателя.
В этом случае, ГБЦ занижают путем спиливания нескольких миллиметров на шлифовальном станке.
5. Готовим головку блока к шлифовке
Перед началом непосредственной шлифовки, головку блока цилиндров дефектуют, тоесть, измеряют размер деформированного участка. Эти данные необходимы для определения глубины процесса. Измерительные работы проводятся с помощью обычной лекальной линейки, которую необходимо прикладывать к поверхности детали в пяти разных плоскостях: по длине, по центру, вдоль отверстий креплений, крест на крест и по диагонали.
Если полученные результаты, больше допустимой нормы (0,05 мм) – головку надо шлифовать.
Иногда, случается, что с ГБЦ уже сняли достаточное количество металла при предыдущих операциях, и оно значительно превосходит величину явной деформации.
В этой ситуации, не надо ничего придумывать и стоит просто выбросить головку, особенно учитывая тот факт, что на сегодняшний день, достать нужную запчасть вообще не проблема.
Проверку плоскости головки можно осуществить самостоятельно и в домашних условиях. Для этих целей Вам понадобятся набор щупов и металлическая линейка.
Последнюю, по диагоналям прикладывают к нижней плоскости, а затем подбирают щуп, который попадает в зазор между линейкой и плоскостью головки.
Конечно, этот способ несколько далек от точных величин, однако, он дает общее представление об имеющейся деформации.
Правила проведения шлифовки гласят, что ее нужно применять только в том случае, если Вы убедились в отсутствии трещин на корпусе ГБЦ. Проверить их наличие можно воспользовавшись специальным красящим веществом.
Технология проста как дверь: на чистую поверхность головки наносится краска, затем, по истечении пяти минут ее смывают и…если трещины есть – Вы их сразу увидите.
Дальнейшие действия требуют проверки герметичности внутренних полостей ГБЦ, при помощи специального устройства, которое «заставит» трещины проявится в форме пузырьков и повышения давления в ванне прибора. Все обнаруженные несоответствия требуют своевременного устранения, ведь только после этого можно приступать к шлифовке ГБЦ.
6. Процесс шлифовки головки блока цилиндров
После снятия головки блока, в первую очередь, появляется куча вопросов касательно ее ровности, длительности и особенностей процесса шлифовки или проверки полученного результата. Конечно, всю работу лучше доверить профессионалам, но если Вы не боитесь испортить деталь, то можно попробовать осуществить шлифовку самостоятельно, без специального оборудования. В качестве необходимого инструментария, Вам понадобиться отрезной диск или точильный камень. Не смотря на то, в каком состоянии находится ГБЦ, на проведение всех действий не должно уйти много времени.
Временно устранить проблему позволит замена прокладки, но Вы должны понимать, что надолго такого «ремонта» не хватит , так как при имеющихся неровностях, стабильной работы мотора, ждать не приходится. Кроме того, через щели будут проходить газы, которые, в скором времени, опять приведут к прогоранию прокладки.
Как видите, самым оптимальным вариантом решения проблемы, все-таки, остается проведение ремонтных работ, а именно – шлифовки головки блока цилиндров. В процессе работы, не лишней будет протирка клапанов и замена их сальников, при чем сделать это, рекомендуется сразу, что б в конце выполнения шлифовочных работ не протирать прогоревший клапан.
Данная процедура поможет увеличить мощность двигателя транспортного средства.
Ну вот, осталось только качественно отшлифовать ГБЦ, до устранения (затирки) всех имеющихся неровностей. Обратите внимание! Обязательно водите диском по всей длине детали, не надо пытаться тереть только в одном месте. Старайтесь равномерно зачищать все выступы, что б в результате получилась одинаково ровная поверхность.
Кстати, при использовании отрезного диска, робота должна идти быстрее, нежели при использовании точильного камня.
Что касается толщины шлифовки, то здесь стоит обратиться к технической документации, прилагающийся к Вашему транспортному средству. Там, производитель должен указывать максимально допустимую глубину шлифовки плоскости, которая сможет гарантировать стабильную работу двигателя. Не забудьте озвучить эти цифры специалисту, который будет заниматься фрезеровкой ГБЦ. Это нужно для подбора соответствующей толщины новой прокладки и если надо – для укорачивания длины клапана.
Не экспериментируйте с двигателем! При превышении озвученного производителем максимального запаса для шлифовки, придется менять ГБЦ.
Как правило, вся процедура шлифовки не занимает много времени, а получив обработанную и проверенную на герметичность головку блока, можете спокойно устанавливать ее на прежнее место.
